LỜI NÓI ĐẦU
Hiện nay hàng năm chúng ta phải bỏ ra một khoảng tiền nhất định để thay
thế những chi tiết, kết cấu đã bị phá hủy do môi trường. Một phần không nhỏ đó là
dùng để thay thế và sửa chữa những vỏ tàu đã bị hư hỏng do tác động của việc ăn
mòn. Do đó công tác chuẩn bị bề mặt và sơn là một phần rất quan trọng trong việc
sửa chữa cũng như bảo quản bề mặt vỏ tàu.
Nhằm tổng hợp những kiến thức cơ bản về quá trình làm sạch bề mặt và sơn
vỏ tàu, tập làm quen với thực tế và nắm rõ hơn về quá trình làm sạch bề mặt và sơn
một con tàu cụ thể, em đã chọn đề tài : “ Tìm hiểu quá trình làm sạch bề mặt và sơn
vỏ tàu trong quá trình sửa chữa tàu tại nhà máy đóng tàu Nghệ An”.
Nội dung đề tài gồm 2 chương
Chương 1 : Giới thiệu sơ lược về nhà máy đóng tàu Nghệ an
Chương 2: Quá trình làm sạch bề mặt và sơn vỏ tàu trong quá trình
sửa chữa tàu tại nhà máy
đề tài của em còn nhiều thiếu sót. Rất mong sự góp ý và chỉ bảo tận tình của
các Thầy, Cô để đề tài của em được hoàn thiện hơn.
Em Xin chân thành cảm ơn các bạn và các anh ở nhà máy đóng tàu đã giúp
em hoàn thành đề tài này.
Đà Nẵng tháng 06 năm 2019
Sinh viên thực hiện
Nguyễn Ngọc Khôi
Chương 1
ĐẶT VẤN ĐỀ VÀ GIỚI THIỆU NHÀ MÁY ĐÓNG TÀU
NGHỆ AN
1.1 Giới thiệu chung về công ty.
Tên công ty bằng tiếng Việt: CÔNG TY CP CƠ KHÍ ĐÓNG TÀU NGHỆ AN.
Tên công ty bằng tiếng nước ngoài: NGHE AN SHIP BUILDING
MECHANICAL JOINT STOCK COMPANY.
Tên công ty viết tắt: MSA.CO
Địa chỉ: Đường Chu Huy Mân, Xã Hưng Hòa, Thành phố Vinh, Nghệ An.
Điện thoại : 0238.3577915
Fax: 0238. 3577916
Email:
[email protected].
Công ty cổ phần cơ khí đóng tàu Nghệ An trước đây là Xí nghiệp cơ khí đóng
tàu Cảng Nghệ Tĩnh được chuyển đổi thành Công ty cổ phần theo Quyết định số
4530/QĐ-BGTVT ngày 24 tháng 11 năm 2005 của Bộ giao thông vận tải “về việc
phê duyệt phương án và chuyển Xí nghiệp Cơ khí đóng tàu, đơn vị hoạch toán phụ
thuộc Cảng Nghệ Tĩnh, Cục Hàng Hải Việt Nam thành công ty cổ phần”. Giấy
chứng nhận Đăng ký kinh doanh số 2900735875 do Sở kế hoạch và đầu tư Nghệ An
cấp lần đầu ngày 21/02/2006 thay đổi lần thứ 6 ngày 13/10/2016.
1.2 nghề kinh doanh.
Đóng mới các phương tiện vận tải thủy có trọng tải đến 4.000 tấn.
Đầu tư sản xuất thiết bị, máy móc phụ tùng cho các tàu vận tải, tàu cá.
Sữa chữa các loại phương tiện vận tải thủy và kết cấu thép cơ khí.
Gia công, chế tạo các mặt hàng cơ khí, công cụ mang hàng, các kết cấu thép.
Mua bán các loại máy móc, thiết bị thủy bộ, phương tiện vận tải, sắt thép.
Trục vớt, cứu hộ.
Kinh doanh dịch vụ đường thủy, phá dỡ tàu cũ, thu mua sắt thép phế liệu.
Xậy dựng các công trình dân dụng, giao thông.
Đại lý mua bán xăng dầu, gas, khí đốt hóa lỏng.
Đại lý mua bán sắt, thép, sơn các loại.
Tư vấn giám sát đóng mới, sữa chữa các phương tiện vận tải thủy.
Dạy nghề cơ khí.
1.3 Sơ đồ bố trí, tổ chức quản lý của nhà máy.
Hình 1.1 Sơ đồ mặt bằng nhà máy
Cấu trúc và quy chế điều hành công việc ở Công ty cổ phần cơ khí đóng tàu Nghệ
An được thể hiện ở sơ đồ sau:
Hình 1.2: Sơ đồ tổ chức công ty cp cơ khí đóng tàu Nghệ An
Bảng 1.1: Danh sách cán bộ.
STT
1
Họ và Tên
Hồ Quốc Huy
Chức danh chuyên môn
Phó giám đốc
Công việc giao phụ
trách
Điều hành sản xuất và
Điều hành SX
Phó giám đốc kỹ thuật
2
Nguyễn Tất Phong
3
Nguyễn Thành Long Trưởng phòng kỹ thuật
4
Trần Trung Quân
Cán bộ kỹ thuật
5
Phạm Quốc Việt
Cán bộ kỹ thuật
6
Nguyễn Ngọc Linh
Cán bộ kỹ thuật
7
Nguyễn Đinh Hùng
Cán bộ kỹ thuật
8
Phan Đức Anh
Cán bộ kỹ thuật
9
Nguyễn Trọng Minh
Cán bộ kỹ thuật
10
Nguyễn Thế Anh
Cán bộ kỹ thuật
11
Bùi Việt Hòa
Cán bộ kỹ thuật
kỹ thuật
Chủ nhiệm công trình
Phụ trách kỹ thuật phần
máy
Phụ trách kỹ thuật phần
vỏ
Phụ trách kỹ thuật phần
máy
Phụ trách kỹ thuật phần
vỏ
Phụ trách kỹ thuật phần
điện
Phụ trách kỹ thuật phần
vỏ
Phụ trách kỹ thuật phần
vỏ
Phụ trách KCS phần
điện
Phụ trách KCS phần
máy
Bảng 1.2: Danh sách công nhân.
Loại công nhân
1. Vỏ tàu
- Thợ hàn
- Thợ trang trí, sơn
- Thợ phun cát
2. Thợ máy, điện, đường ống.
- Thợ máy
- Thợ điện
3. Thợ cơ khí.
- Thợ tiện, nguội.
Số lượng
Bậc thợ
15
5
3
57
36
35
12
6
47
37
7
57
Hình 1.3: Sơ đồ tổ chức hiện trường
Chương 2
THỰC HIỆN ĐỀ TÀI
“QUÁ TRÌNH LÀM SẠCH BỀ MẶT VÀ SƠN VỎ TÀU
TRONG QUÁ TRÌNH SỬA CHỮA TẠI NHÀ MÁY ”
2.1 Quá trình làm sạch bề mặt vỏ tàu trước khi thay thế vỏ tàu
2.1.1 Mục đích
Kim loại như sắt thép là những kim loại dễ bị oxy hóa ăn mòn gây thành han gỉ.
Một tấm thép không được bảo quản tốt sau một thời gian để ngoài trời mưa nắng, tấm
thép sẽ bị thủng, gãy, đó là hiện tượng oxy hóa ăn mòn kim loại. Rõ ràng sản phẩm
chóng hư hỏng nguyên nhân chính là do bảo vệ bề mặt sản phẩm kém. Để khắc phục
những thiếu sót trên chúng ta cần nắm vững những yêu cầu về xử lý bề mặt sản phẩm.
Có như vậy chúng ta mới nâng cao chất lượng sản phẩm và giá thành sản phẩm.
Làm sạch bề mặt vỏ tàu trước khi sơn là nền tảng cấu tạo vững chắc của lớp
sơn, giống như người thợ xây nhà, móng có chắc thì tường nhà mới bền vững, tuổi
thọ của màng sơn mới được kéo dài, kim loại mới lâu hư hỏng, đảm bảo độ bền lâu
dài cho vỏ tàu.
2.1.2 Chuẩn bị làm sạch bề mặt
Chuẩn bị bề mặt là tẩy mọi tạp chất dơ bẩn khỏi bề mặt để cho các lớp sơn bám
chặt vào thép, không để tạp chất lẫn vào vỏ tàu ngăn cách lớp sơn và vỏ tàu.
٭Các tạp chất bám trên bề mặt vỏ tàu gồm :
● Muối hòa tan: muối clorit , muối sulphat , các cặn muối biển khô
Gỉ: gỉ từ thép sắt
Dầu, mỡ:
Bẩn, bụi:
+ Các cặn bã từ không khí
+ Do hoạt động làm sạch bề mặt bằng cách phun
Chất ngăn rỉ:
+ Các chất ngăn rỉ hòa tan trong nước cần phải được tẩy sạch khỏi bề
mặt vì các chất đó có thể gây ra lớp sơn bị rộp do quá trình thẩm thấu.
Vảy cán thép
Lớp sơn cũ bám trên bề mặt:
+ Lớp sơn bám dính kém
Sinh vật gây bẩn:
+ Động vật gây bẩn- hàu, hà
+ Thực vật gây bẩn- cỏ.
+ Sinh vật gây nhớt- Tảo cát, vi khuẩn.
2.1.3 Các phương pháp làm sạch bề mặt vỏ tàu
a. Làm sạch bằng dung môi hay tẩy dầu
Dùng hóa chất để tẩy sạch màng sơn cũ, có thể dùng sút NaOH khá đậm ( 20 –
30%), quét một lớp dung dịch sút lên màng sơn cũ. Quá trình phản ứng màng sơn sẽ
mềm nhũn, lúc đó ta dùng cạo sắt, hoặc dũa bằng dây thép, cạo dũa sạch sơn cũ.
Sau đó phun nước rửa sạch, dùng hơi nén thổi khô, hoặc dùng giẻ lau khô.
- Tẩy sạch dầu, mỡ khỏi bề mặt.
- Tẩy bằng dung môi hay dầu pha chỉ nên sử dụng trên những diện tích nhỏ. Ở
những vị trí mà dùng các phương pháp khác khó có thể làm sạch được, hay những
góc mà các dụng cụ khác không thể làm tốt hơn phương pháp này.
- Dùng nước là hiệu quả nhất cho những diện tích lớn chẳng hạn như bề mặt
vỏ tàu.
Làm sạch bằng dung môi được sử dụng trong những trường hợp cần thiết để
tẩy dầu mỡ trên bề mặt các kết cấu thép trước khi thực hiện công tác phun cát hoặc
làm sạch bằng dụng cụ cơ khí cầm tay hoặc trước khi phun sơn.
Đối với màng sơn dầu hoặc sơn tổng hợp thường dùng dung dịch kiềm như
sau:
4 – 7% Natricacbonat.( Na2CO3.)
12 – 15% vôi sống.( CaO)
6 – 10% phấn bột
50 – 80% nước.
Đối với màng sơn Nitrocellulose dùng dung dịch kiềm như sau:
10%paraphin. (CnH2n+2 )
60% axeton. (C3H6O)
30% benzen.( C6H6 )
Sau khi dung dịch đã được hòa tan hoàn toàn, dùng bút sơn hoặc chổi sơn bằng
đót thấm nước dung dịch quét lên màng sơn cũ. Quá trình phản ứng, màng sơn cũ sẽ
mềm nhũn, dùng cạo thép hoặc bàn chải bằng dây thép cứng cạo giũa hết lớp sơn
cũ, sau đó phun nước rửa sạch sản phẩm, dùng khí nén hoặc giẻ lau khô, dùng đá
mài hoặc vải ráp xoa đánh trên bề mặt sản phẩm sạch các lớp han gỉ, dùng giẻ lau
sạch, lúc đó mới sơn lót chống gỉ.
b. Rửa bằng nước áp suất cao
Rửa nước ở đây là nước sạch, được bơm qua một hệ thống bơm sử dụng khí
nén áp lực cao, Sử dụng áp lực từ 1.800 bar (1.800 kg/cm2) trở lên.
Các dụng cụ và trang thiết bị dùng để rửa sạch bề mặt bằng phun nước áp lực
cao chủ yếu là máy rửa bề mặt và súng bắn nước.
* Máy rửa bề mặt: Đây là thiết bị dùng để rửa sạch bề mặt, dùng cho những
diện tích rộng, phẳng, thường là bề mặt vỏ tàu. Thiết bị này được sử dụng sau khi
bề mặt vỏ tàu đã được rửa sạch bằng súng bắn nước. Thiết bị này dùng bằng khí nén
áp lực cao, có sự hỗ trợ của xe nâng khi sử dụng. Không được dùng trong hầm, két.
hình 1.4 dụng cụ rửa nước bề mặt
* Súng bắn nước: Là thiết bị rửa sạch bề mặt, dùng cho diện tích cong, không
bằng phẳng, bề mặt phức tạp như bề mặt đáy, đuôi, mũi…
Khi thực hiện quá trình này đòi hỏi phải có chuẩn bị một số thiết bị sau: Máy
phun nước, ống dây dẫn. Đặc biệt phải bịt bảo vệ các thiết bị điện, các lỗ thông
nước…
c. Làm sạch bằng phương pháp thủ công
* Dùng bàn chải sắt
Phương pháp này đơn giản nhưng tốn nhiều công sức, năng suất lao động thấp
vì ta chỉ dùng những dụng cụ thô sơ như búa, đục….Phương pháp này chỉ dùng để
xử lý những chi tiết nhỏ, sản phẩm tôn mỏng dưới 4mm. Đầu tiên ta dùng búa gõ
bong hết lớp gỉ, sau đó ta mới dùng cạo thép, giũa thép, cạo giũa hết các lớp bong
gỉ, để làm sạch bề mặt thép. Chỉ khi nào mặt tôn thép không còn lớp gỉ vàng lúc đó
mới được sơn lót chống gỉ. Phương pháp này tốn nhiều công sức nhưng năng suất
lao động thấp. Nếu sản phẩm có bề dày trên 4mm và sản phẩm lớn thì ta dùng máy
phun bi, phun cát để làm sạch bề mặt sản phẩm. Đây là phương pháp ít hiệu quả
nhất so với các phương pháp làm sạch khác.
* Dùng búa hay đục gõ
Phương pháp này cũng ít được áp dụng vì khi dùng phương pháp này nó
thường làm lõm bề mặt, không khí và hơi sẽ tồn đọng trong các lổ và vết lõm làm
hình thành rỉ sét, chỉ có phần đỉnh nhô là bám dính sơn. Sau vài lần sơn chỉ có một
lớp sơn cực mỏng trên phần đỉnh nhô lên không có tính chất bảo vệ tốt. Bước tiếp
theo sẽ là gỉ và tác dụng bảo vệ giảm đi. Nhưng việc dùng phương pháp này sẽ có
lợi cho việc xử lý sau này, nếu ta không dùng phương pháp này để loại bỏ gỉ đóng
thành tảng và đặc biệt là loại chất bẩn thô thì khi tiến hành làm sạch bằng phương
pháp thổi sẽ làm giảm tốc độ của công việc thổi sạch, nên chúng ta phải loại bỏ
chúng bằng phương pháp này để thuận lợi cho việc xử lý các bước tiếp theo
* Dùng bàn chải sắt để chà
+ Tẩy các cặn gỉ bề ngoài ở những diện tích nhỏ
+ Phải đạt được tiêu chuẩn St2 và St3
Phương pháp này chỉ thích hợp khi không thể áp dụng thổi sạch bằng hạt được.
Nhưng nó có một nhược điểm là đem lại kết quả kém so với phương pháp dùng hạt
hay bằng dụng cụ cơ khí khác…
hình 1.5 Dụng cụ làm sạch thủ công
d. Làm sạch bằng dụng cụ cơ khí
* Bàn chải sắt quay
Phương pháp này hiệu quả hơn những phương pháp thủ công khác và hiệu quả
hơn làm bằng tay, tuy nhiên nó có một nhược điểm là bề mặt dễ bị đánh bóng nếu
không làm cẩn thận hoặc sử dụng thiết bị không phù hợp. Bàn chải sắt quay nên
dùng loại sợi to và xoắn đôi dây thừng.
* Máy chà quay
Phương pháp này làm việc tương đối hiệu quả nhưng khi sử dụng nên cẩn
thận vì nó dễ làm bề mặt bị bóng.
* Máy đập
+ Sử dụng cho những diện tích tương đối nhỏ và khó.
+ Hiệu quả hơn nhiều so với làm sạch bằng dụng cụ cầm tay.
+ Phải đạt được tiêu chuẩn St2 và St3.
Hình 1.6 dụng cụ làm sạch cơ khí
e. Phun bằng hạt mài khô
Quy trình xử lý bề mặt bằng phương pháp thổi sạch bằng hạt mài
* Loại hạt dùng để bắn – yêu cầu hạt
Yêu cầu hạt bắn phải 0.2 – 1.1mm nói chung và sẽ khác nhau khi sử dụng
trong hầm hay ở ngoài vỏ. Trong hầm yêu cầu hạt phải to lớn. Tuy nhiên, ta nên biết
rằng độ nhám bề mặt phụ thuộc vào kích cỡ của hạt.
Có 3 loại hạt được dùng để thổi (bắn):
Hạt cát: thường là hạt Silicat, kết quả sẽ tạo được độ nhám bề mặt chỗ
mịn, chỗ gồ ghề, góc cạnh.
Hạt bi: hạt bi bằng thép hay sắt nghiền, kết quả sẽ tạo được độ nhám
bề mặt gồ ghề.
Hạt mài kim loại: hạt xỉ sắt hay xỉ đồng, kết quả sẽ tạo được độ nhám
bề mặt gồ ghề góc cạnh. Có thể xử lý cho hầu hết các bề mặt.
Tuy nhiên cả 3 loại hạt này đều có chung một nhược điểm là gây ô nhiễm do
bụi bay
Tại nhà máy do điều kiện kinh tế nên người ta chủ yếu sử dụng hạt cát
* Quy trình xử lý bề mặt bằng phương pháp thổi sạch
- Ta nên lập một kế hoạch làm việc chi tiết và chỉ nên bắt đầu thổi khi có một
khối lượng công việc tương đối lớn mà khi mà việc không bị đứt quãng. Điều này là
rất quan trọng trong việc lập kế hoạch làm việc. Vì nếu công việc thổi cát làm sạch
bề mặt không được liên tục thì bề mặt sau khi xử lý có nguy cơ bị oxy hóa, hoen gỉ
trở lại và phải rất mất thời gian cho công việc thổi sạch lại. Nếu thổi sạch đúng kỹ
thuật, đúng tiêu chuẩn thì tuổi thọ của hệ thống sơn sẽ dài hơn nhiều và chúng ta sẽ
có nhiều thời gian để bảo trì bề mặt kết cấu.
- Vì nếu loại bỏ những tảng gỉ lớn và đặc biệt là đối với loại chất bẩn thô nếu
làm sạch bằng phương pháp thổi sẽ làm giảm tốc độ của công việc thổi sạch, cho
nên ta phải loại bỏ chúng trước khi tiến hành thổi sạch bằng các dụng cụ như búa
máy, búa kim hoặc với bàn sủi bằng kim loại cứng.
- Khi bắt đầu tiến hành thổi phải đảm bảo rằng đường ống dẫn khí có kích cỡ
phù hợp và cung cấp đầy đủ khí nén cần thiết. Nên thổi một khoảng nhỏ trước khi
sơn lót chống gỉ, tiếp tục quá trình thổi và lặp lại từng bước cho đến khi toàn bộ bề
mặt đã được thổi sạch và sơn lót chống gỉ toàn bộ.
- Sơn các hệ thống sơn theo yêu cầu
Tuy vậy, công việc thổi sạch bằng hạt thường có những vấn đề như tạo ra bụi,
các hạt bụi rơi vào máy móc thiết bị, ngoài ra nó còn có những khó khăn khác nữa.
Đó chính là nhược điểm của phương pháp này.
- Công tác chuẩn bị:
Phun cát làm sạch bề mặt nên được tiến hành khi nhiệt độ bề mặt thép lớn hơn
nhiệt độ điểm sương 30C và độ ẩm tương đối của không khí không vượt quá 85%.
Chuẩn bị dụng cụ đầy đủ như máy bắn cát, hạt mài, đường ống…
- Tiến hành phun:
Đầu tiên thổi một vùng nhỏ. Bảo vệ ngay bằng sơn chống rỉ tạm thời hay bằng
một loại sơn chống rỉ khác. Cách làm hiệu quả nhất là sơn chống rỉ tạm thời sau khi
khô khoảng từ 3-4 phút và quá trình thổi lại tiếp tục cho vùng lân cận xung quanh
mà không bị dính các hạt thổi vào lớp sơn. Nên thổi theo hướng mà các hạt thổi
văng ra sẽ che phủ lên bề mặt đã được thổi cát, vì vậy sẽ bảo vệ bề mặt khỏi bị ô
nhiễm bởi hơi muối.
Khi tiến hành phun cát cần tuân theo những nguyên tắc sau:
+ Dùng áp lực khí thích hợp tại miệng vòi phun: từ 7- 7,5kg/cm 2. Nếu áp lực
giảm xuống 4- 4,5kg/cm2 mức độ tiêu hao hạt thổi thường tăng lên gấp đôi
+ Loại bỏ sơn và rỉ bong trước khi thổi bằng búa hoặc các dụng cụ cơ khí
khác. (Trong một số trường hợp nhất định việc loại bỏ các tạp chất thô trước khi
thổi sẽ giảm lượng tiêu hao hạt xuống còn 3/4).
+ Tỉ lệ khí và hạt thổi phải phù hợp
+ Khi phun cát, đầu vòi phun cần được giữ vuông góc với bề mặt kết cấu thép
và cách bề mặt khoảng 250mm.
* ưu điểm
- Đây là phương pháp hiệu quả nhất để làm sạch bề mặt
- Bi thép và hạt mài kim loại, đá mài, cát và xỉ kim loại được sử dụng như là
những hạt mài.
* Nhược điểm
- Không tẩy sạch hoàn toàn muối hòa tan.
- Phải đạt được tiêu chuẩn Sa1, Sa2, Sa2.5 và Sa3.
- Bề mặt được thổi sạch : khoảng 20m2/giờ, tức khoảng 100m2 trong một ngày
làm việc 8 giờ.
- Mức tiêu thụ hạt thổi: Khoảng 10kg hạt thổi cho 1m 2, tức khoảng 250kg
hạt trong một giờ. Khoảng 2,5kg hạt thổi/m3 khí
- Mức tiêu thụ không khí nén: Khoảng 2 – 3m 3 trên phút. Ở đây sử dụng
miệng vòi phun 6mm. Nếu sử dụng miệng vòi phun 8mm lượng tiêu hao hạt thổi
và khí nén sẽ tăng gấp đôi.
Một số hình ảnh minh họa thiết bị và quá trình bắn cát
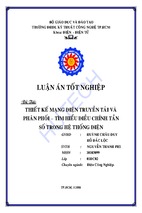
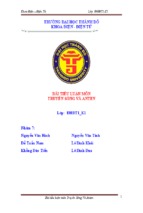
hình 1.7 máy bắn cát.
Hình 1.8 bắn cát ở mũi tàu
2.2 Quá trình sơn tàu sau khi thay thế bề mặt vỏ tàu
2.2.1 Định nghĩa sơn
Sơn có thể được miêu tả là một hỗn hợp lỏng có độ nhớt thay đổi tùy theo
phương pháp ứng dụng bằng máy phun sơn áp lực cao ( Airless), chổi sơn, cọ lăn…
và trong quá trình khô hay đóng rắn trở thành một màn không thể xâm nhập, có tính
bảo vệ cao và có tác dụng trang trí. Các sơn hiện đại có thành phần cấu tạo phức
tạp, gồm những thành phần chủ yếu sau đây:
- Chất tạo màng
- Bột màu
- Chất độn
- Dung môi hữu cơ hoặc nước.
Nhiều loại chất phụ gia như chất làm khô, chất phụ gia chống tạo màng, chất
lưu biến, chất tạo bọt, chất làm chảy đều…
Công thức của các sơn hiện đại là một kỹ thuật đặc biệt và một sự thay đổi nhỏ
của các cấu trúc trong sơn có thể đem lại một thay đổi to lớn trong sản phẩm sơn vì
vậy các nhà sản xuất khuyên không nên dùng dầu vì loại sơn này cho chất lượng
kém.
* Các thành phần chủ yếu của sơn :
a. Bột màu
Bột màu là những hạt nhỏ của vật thể rắn được sử dụng trong sơn. Chức năng
chủ yếu của bột màu là cho sơn màu sắc và độ che phủ, bảo vệ chất tạo màng khỏi
sự phá hủy của tia cực tím của mặt trời.
Một vài bột màu như phốt phát kẽm có tính chất chống rỉ, các loại khác như
ôxit kẽm, ôxit đồng là độc tố có tác dụng bảo vệ chống lại rong rêu và hà.
b. Các chất độn
Chất độn là các khoáng chất tự nhiên hoặc nhân tạo như bột tal, cao lanh,
dolomit… được phân tán nhỏ trong sơn. Các hạt này có kích thước và hình dáng
khác nhau như hình cầu, hình tấm, dạng sợi… và có bề mặt nhám hay phẳng.
Chất độn có một vai trò quan trọng trong sơn. Chúng được lựa chọn và trộn
vào sơn với một lượng nhất định nếu muốn có được một sơn có chất lượng cao nhất.
Chức năng chủ yếu của chất độn là gia cường màng sơn và đem lại độ bóng
phù hợp. Tuy nhiên chúng cũng có ảnh hưởng rất lớn tới việc sơn và về tính chất
chống rỉ.
Chất tạo màng là một thể liên tục của màng sơn mà trong đó các bột màu và
các chất độn được phân bố trong đó. Trong đa số các trường hợp chất tạo màng
cũng đưa lại thể tích lớn nhất của màng sơn và là một thành phần có ảnh hưởng lớn
nhất tới các tính năng kỹ thuật của sơn như độ khô hay đóng rắn, độ bám dính, độ
cứng, độ bền, chịu đựng được hóa chất….
Vì thế loại chất tạo màng thông thường được sử dụng để mô tả chủng loại
chung của sơn như sơn Alkyd, Epoxy, Cao su clo hóa. Trước đó, chất tạo màng
dùng trong sơn chủ yếu là các vật liệu tự nhiên như dầu lanh, bitum, nhựa than đá
và hàng loạt các nhựa rắn khác nhau.
Ngày nay các chất tạo màng được phát triển bởi các nhà hóa học polyme, họ
đã tổng hợp các chất tạo màng từ các nguyên liệu của công nghiệp hóa chất. Các vật
liệu tự nhiên như dầu đậu và dầu lanh vẫn là một phần quan trọng trong các thành
phần của một số chất tạo màng hiện nay.
c. Chất phụ gia
Là những chất đã được trộn vào sơn. Nó cũng là một trong nhiều chất ảnh
hưởng đến đặc tính, chất lượng của sơn. Có nhiều loại chất phụ gia như chất làm
khô, chất tạo màng, chất lưu biến, chất tạo bọt, chất làm chảy đều, chất tạo độ bong,
độ cứng…Đây là những chất ảnh hưởng đến công nghệ của nhiều hãng sơn.
Các nhà nghiên cứu sơn hiện đại luôn có trong tay một số lượng lớn các chất
tạo màng và dễ dàng sản xuất ra một loại sơn đặc biệt cũng như là phát triển các
loại sơn truyền thống chất lượng cao.
3.2.2 Phân loại sơn
Sơn có thể phân loại bởi nhiều cách như theo chất tạo màng, theo chức năng
sơn ( sơn lót, sơn phủ, sơn bảo vệ, sơn trang trí) … Ở đây chúng ta sẽ phân loại sơn
theo nguyên lý khô và đóng rắn của chúng.
Tất cả các sơn gồm các phân tử, sự liên kết và tách rời tự nhiên giữa chúng để
quyết định các đặc trưng vật lý và hóa học của vật liệu. Các phân tử là những phần
nhỏ bé nhất riêng biệt của phân tử vật thể có thể chia ra được. Các phân tử là những
phần tử riêng biệt nhỏ nhất, thậm chí những mảnh phân tử chúng ta cho là lớn cũng
rất nhỏ đến nỗi nếu chúng được tách riêng ra chúng ta cũng không thể nhìn thấy
được, ngay cả bằng những kính hiển vi mạnh nhất.
Phản ứng hóa học có nghĩa là các phân tử sẽ được thay đổi theo một cách nào
đó. Bằng việc thay đổi phân tử chúng ta có thể thay đổi được vật liệu. Một cách
tổng quát chúng ta có thể nói rằng các hơi bao gồm những phân tử nhỏ, chất lỏng
bao gồm những phân tử cỡ trung bình và chất rắn bao gồm những phân tử rất lớn.
Các chất rắn bao gồm những phân tử rất lớn, tuy nhiên có thể được hóa lỏng
bằng cách trộn chúng với những chất có phân tử nhỏ hơn, như việc hòa tan nhựa
polyme trong dung môi.
Mặt khác chất lỏng cũng có thể trở nên đặc rắn bởi các phản ứng hóa học, ví
dụ như tăng kích cỡ các phân tử của nó bởi gắn các phân tử nhỏ lại với nhau bằng
chất tạo màng hóa học.
Trong quá trình khô hay đóng rắn của màng sơn sẽ xảy ra các phản ứng hóa
học và vật lý làm các phân tử nhỏ ( dung môi/ nước) bay hơi khỏi bề mặt còn chất
tạo màng gồm có cả các phân tử rất lớn hoặc nhỏ sẽ liên kết lại với nhau bởi phản
ứng hóa học trong màng sơn.
Dựa trên cơ chế của quá trình khô hay đóng rắn chúng ta có thể phân loại sơn ra
3 nhóm chính: Sơn khô bởi ôxy hóa, khô vật lý và sơn hai thành phần đóng rắn
bằng hóa học.
2.2.2.1 Sơn khô bởi ôxy hóa
Các chất tạo màng dùng trong sơn dầu cổ điển thường là những loại dầu thiên
nhiên như dầu lanh và dầu trẩu bao gồm các phân tử có kích cỡ trung bình. Trong cá
phân tử dầu có một số vùng phản ứng được gọi là “ liên kết đôi”. Khi tiếp xúc với
ôxy trong không khí sẽ có phản ứng hóa học làm liên kết các phân tử lại với nhau vì
các phân tử dầu có kích cỡ trung bình nên chất tạo màng phải phản ứng với nhau để
đạt được kích cỡ phân tử cần thiết để cho màng sơn cứng và vững chắc hơn. Cho
nên thời gian khô sẽ rất dài.
Để rút ngắn thời gian khô của các dầu thiên nhiên thì cần biến tính chúng ở
các nhà máy nhựa bằng cách phản ứng dầu này với các hóa chất khác nhau tạo nên
những vật liệu có phân tử lớn.
Sơn Alkyd là ví dụ điển hình về biến tính hóa học của dầu.
Có thể tạo ra loại sơn Alkyd với những đặc tính rất đa dạng bằng cách lựa
chọn loại dầu, loại hóa chất để biến tính và số lượng các thành phần tương ứng, điều
đó làm cho việc chế tạo các loại sơn Alkyd cho các mục đích riêng biệt dễ dàng
hơn.
Trước tiên ôxy hóa cần phải tiếp xúc với bề mặt sơn, nên đối với các loại sơn
khô bằng cách ôxy hóa không được sơn quá dày, vì nếu sơn quá dày sẽ có một
màng khô tạo thành trên bề mặt lớp sơn trong khi dưới bề mặt màng sơn vẫn còn
lỏng. Lớp màng khô này sẽ ngăn cản sự vận chuyển ôxy tới các lớp bên trong của
màng sơn làm cho thời gian đóng rắn bị kéo dài. Vì thế điều quan trọng là phải kiểm
soát khống chế được chiều dày của lớp sơn trong quá trình thi công.
Những loại sơn được coi là sơn khô bởi ôxy hóa gồm sơn dầu Alkyd, sơn
Epoxyester và sơn Alkyd biến tính bằng dầu Urethane.
2.2.2.2 Sơn khô vật lý
Sơn khô vật lý là loại sơn không cần có phản ứng hóa học khi taọ màng mà
chỉ có sự bốc hơi của dung môi. Chất tạo màng được chế biến sẵn trước gồm chủ
yếu các phân tử rất lớn- polyme- ở dạng chuỗi. Các phân tử chất tạo màng đủ lớn
tới mức mà sự hấp dẫn liên kết giữa các phân tử và sự ràng buộc của mạch polyester
đủ để tạo màng sơn vững chắc mà không cần các phản ứng hóa học.
Để giữ các phân tử polyme ở trạng thái lỏng và để có một độ nhớt thích hợp
cho quá trình thi công cần phải sử dụng một khối lượng lớn các dung môi mạnh.
Khi dùng sơn khô vật lý để phủ một bề mặt thì dung môi sẽ ngay lập tức bắt đầu
bốc hơi và các phân tử trong chất tạo màng sẽ xích lại gần nhau hơn, tác động lẫn
nhau, kết nối cùng với nhau và trở thành không dịch chuyển. Điều đó có nghĩa là
chúng ta đạt được một chất rắn nhờ sử dụng một phương pháp đơn giản.
Loại màng sơn này có thể hòa tan lại được bằng cùng một loại dung môi sử
dụng trong sơn nguyên thủy do không xảy ra phản ứng hóa học trong chất tạo màng
nguyên thủy. Vì vậy chúng ta có thể đảo ngược lại quá trình đóng rắn, điều này có
một số lợi ích nhất định trong thực tiễn.
Chúng ta đều biết đến vấn đề rắc rối khi sơn phủ một lớp sơn mới lên màng
sơn đã bóng và đóng rắn bằng hóa học. Nếu lớp cũ quá cứng và bóng thì lớp sơn
mới có thể bắt đầu bị bong ra. Nếu ta sử dụng một trong những loại sơn khô vật lý
thì sẽ xảy ra những điều sau :
+ Chúng ta sẽ có được một màng sơn khô vật lý cứng và bóng
+ Một lớp sơn mới cùng loại để sơn phủ lại lớp trước .
+ Dung môi trong lớp vừa sơn xong sẽ thẩm thấu vào và được phân bố trong
lớp sơn cũ và hòa tan chúng. Phân tử trong cả hai màng sơn sẽ liên kết dính với
nhau và khoảng cách giữa hai lớp sơn là đồng nhất
Điều này có nghĩa là nếu lớp sơn cũ sạch, không có dầu mỡ nào hay các vết
bẩn nào khác trên bề mặt mà có thể làm giảm đi sự tiếp xúc giữa lớp mới và cũ thì
hai lớp sơn bám dính nhau rất tốt.
Một ưu điểm nữa của loại sơn này là do không có phản ứng hóa học trong quá
trình đóng rắn nên sơn sẽ không quá phụ thuộc vào nhiệt độ. Loại sơn này thực sự
có thể được sơn và khô một cách đạt yêu cầu mà không phải lưu tâm tới nhiệt độ
nếu không quá mức quá.
Chỉ có một yếu tố là sự bốc hơi của dung môi phụ thuộc vào nhiệt độ đó.
Nhiệt độ cao sẽ làm khô nhanh nhưng kết quả cuối cùng vẫn vậy tức là vẫn có được
một màng sơn vững chắc mà không bị ảnh hưởng cho dù ở bất kỳ nhiệt độ nào.
Một yếu tố quan trọng hơn nhiệt độ xét về mức độ khô là sự dịch chuyển
không khí ( thông gió) sẽ thổi bay đi phần dung môi bốc hơi ra khỏi bề mặt
Bởi vì tỉ lệ dung môi trong sơn khô vật lý tương đối cao nên chiều dày màng
sơn sẽ bị giới hạn. Những sơn cao su bị clo hóa, Vinyl và acrylic là thuộc loại sơn
khô vật lý.
2.2.2.3 Sơn hai thành phần đóng rắn hóa học
Nhóm thứ ba của sơn là loại sơn hai thành phần đóng rắn hóa học, những lọai
này được sản xuất ra bao gồm hai thùng riêng biệt - một thùng chứa đựng phần A –
là sơn gốc và thùng kia là phần B – chất đóng rắn. Phải luôn ghi nhớ rằng nếu chỉ sử
dụng một thùng sẽ không bao giờ có được một màng sơn chấp nhận được. Nếu chỉ
sơn bằng phần A trên bề mặt thì kết quả sẽ là một màng dính xốp không có bất kì
tính chất bảo vệ nào.
Mỗi thành phần chứa đựng nhiều phân tử phản ứng có kích cỡ tương đối nhỏ
trung bình nhưng là những loại khác nhau.
Nếu để riêng rẽ thì những phân tử phản ứng này có thể được giữ trong khoảng
thời gian không hạn chế, nhưng nếu pha trộn vào với nhau chúng sẽ bắt đầu phản
ứng hóa học với nhau và tạo thành các phân tử ngày càng lớn, những phân tử này
hình thành chất tạo màng trong màng sơn.
Có nhiều hợp phần khác nhau để các nhà nghiên cứu sơn có thể chế tạo loại
sơn hai thành phần đóng rắn hóa học.
Tính năng của các lọai sơn có thể biến đổi trong một giới hạn rất rộng, có
những loại sơn bền vững với hóa chất, bền với tia cực tím và bến với mài mòn cũng
như tính dẻo và loại sơn không chứa dung môi.
Để đạt được những lợi điểm lớn nhất từ phản ứng đóng rắn hóa học, điều quan
trọng là các thành phần phải được pha trộn kỹ với nhau với tỉ lệ chính xác trước khi
sơn.
2.2.3 Vai trò và tác dụng của sơn
Hiện nay sơn đóng vai trò rất quan trọng. Với điều kiện khí hậu nhiệt đới của
nước ta thì sơn có tác dụng chống rỉ, bảo vệ các thiết bị, máy móc.
+ Sơn có tác dụng cách ly kim loại với môi trường, không cho kim loại tác
dụng trực tiếp với môi trường nên các phản ứng hóa học ăn mòn không xảy ra.
+ Sơn chống vi sinh vật không bám vào kim loại.
+ Sơn chống bám bẩn.
+ Sơn dùng để trang trí.