Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
1. Đặt vấn đề:
Công cuộc đổi mới trong những năm qua ở nước ta về nhiều mặt trong đó
có nông nghiệp đã thu được những thành tựu to lớn. Các ngành trông trọt và
chăn nuôi đã phấn đấu đạt được những tiến bộ đáng kể. Riêng ngành chăn
nuôi đã có nhiều cố gắng thực hiện nghị quyết của ban chấp hành trung
ương Đảng khoá VII, VIII và các chủ trương biện pháp của nhà nước làm
tăng tỷ trọng chăn nuôi trong giá trị tổng sản lượng nông nghiệp, đa dạng
hoá các sản phẩm chăn nuôi, coi trọng việc cải tạo giống, áp dụng công nghệ
chăn nuôi mới, kết hợp chăn nuôi công nghiệp và chăn nuôi truyền thống,
theo quy mô thích hợp, đặc biệt coi trọng công nghiệp chế biến thức ăn gia
súc, công nghiệp chế biến sản phẩm chăn nuôi, đảm bảo các tiêu chuẩn ăn
toàn vệ sinh thực phẩm, từng bước đẩy mạnh công nghiệp hoá hiện đại hoá
công nghiệp và nông thôn.
Nước ta là một thành viên chính thức của tổ chức thương mại thế giới.
Hàng hoá trong nước phải cạnh tranh với các nước trên thế giới. vì vậy
chúng ta phải cơ giới hoá các khâu trong sản xuất và đặc biệt là trong lĩnh
vực nông nghiêp nhằm tăng sản lượng và chất lượng để đáp ứng nhu cầu của
thị trường trong và ngoài nước. Để thực hiện được điều đó thì chúng ta phải
bắt tay ngay vào việc nghiên cứu khoa học để tạo ra các công cụ và máy
móc thật tiên tiến và hiện đại.
-1-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
2. Nội dung
2.1. Các nguyên lý cắt thái
2.1.1. Nguyên lý băm
a. Nguyên lý băm ướt “ băm bèo dưới nước”:
Nghĩa là rau củ bỏ vào thùng đựng nước, còn các dao băm lắp vào một
trục quay (kiểu lưỡi phay) băm vào khối rau củ vừa được băm nhỏ vừa được
xoay tròn cùng với nước trong thùng và càng dễ băm nhỏ hơn.
Nguyên lý cấu tạo của máy băm rau củ này thường có những bộ phận
sau:
- Bộ phận băm gồm một số dao 1 lắp thành nhiều hàng trên trục quay
2 được truyền động, có hai gối đỡ trên mặt thùng 3 chứa nước và rau củ
- Cửa 5 xả rau củ đã băm (xả cả nước)
- Mô 6 để tăng tính chất đệm cho dao băm tốt hơn.
- Nắp 7 để che các bộ phận băm
- Bộ phận truyền lực và truyền động.
Máy băm rau củ, kiểu băm ướt, còn có thể có nhiệm vụ trộn sau củ quả
đã băm với thác ăn bột khác thành một hỗn hợp lõng hay nhão, phù hợp cho
lợn (thường gọi là máy băm trộn). Tuy nhiên, nguyên lý băm ướt chỉ phù
hợp cho chăn nuôi trong điều kiện nhất định.
b. Nguyên lý băm khô
Nguyên lý băm khô được sử dụng rộng rãi hơn để băm rau củ cho lợn gia
cầm. Bộ phận băm khô thường có: Bộ dao phay 1; bộ dao cố định 2 (làm
nhiệm là tấm kê) thùng chứa 3; bộ phận truyền lực và truyền động; bộ phần
cấp liệu (dây chuyền).
2.1.2. Nguyên lý thái:
a. Nguyên lý “bào gỗ”:
Nghĩa là lưỡi dao lắp ở khe thủng của thân đĩa (hay trống) sẽ cắt, nạo vật
thái đang tựa vào mặt thân lắp dao đó thành những lát (dày mỏng tuỳ theo
khoảng cách từ lưỡi dao đến mặt thân lắp dao), lát thái sẽ trượt trên mặt dao,
chui qua khe thủng mà thoát ra phía mặt kia của thân lắp dao.
Nguyên lý cấu tạo máy thái củ quả thường có:
- Bộ phận thái gồm một số dao 1 lắp vào đĩa 2 ở những khe thủng của
đĩa hoặc lắp vào trống 4 cũng có những khe thủng (để lát thái chui
qua).
- Bộ phận cấp liệu là một thùng đựng củ 3 mà thành tiếp giáp với đĩa
(hay trống) có một khoảng diện tích hở để củ quả tiếp xúc vói mặt đĩa
và sẽ được lưỡi dao nạo thành lát.
- Bộ phận động lực và truyền động hay bộ phận quay tay hay đạp chân.
- Khung và đế máy.
-2-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
b. Nguyên lý thái li tâm:
Nghĩa là củ quả xoay theo mâm 1, do lực li tâm sẽ văng ra, tựa sát vào
thành thùng chứa củ 3, gặp các lưỡi dao 2 lắp ở khe thủng của thành thùng,
sẽ được nạo thành lát, lọt ra ngoài thành thùng.
Kiểu li tâm này có nhược điểm là thái lát kém đều, mức tiêu thụ năng
lượng riêng cao hơn. Nhưng thường có thể phối hợp với bộ phận rửa củ quả
kiểu li tâm, để thái ngay sau khi rửa rất tiện lợi.
c. Nguyên lý thái “dao cầu” thái thuốc:
Nghĩa là thái bằng một lưỡi dao chuyển động (quay) và một lưỡi dao cố
định (tấm kê), đồng thời vật thái được nén và đưa vào dao thái.
Nguyên lý này thường có những bộ phận sau:
- Bộ phận thái gồm có một số dao 1 (thường xuyên chuyển động) và
một tấm kê 2.
- Dao được lắp vào đĩa hay cánh 3, hoặc lắp vào cánh 6.
- Bộ phận cung cấp gồm hai trục cuốn 4 kết hợp với dây chuyền cung
cấp 5 để nén và đưa rau cỏ vào bộ phận thái.
- Ngoài ra máy có thể trang bị thêm dây chuyền thu đoạn thái, lát thái,
bộ phận động lực, bộ phận truyền động, khung…
Việc điều chỉnh độ dài đoạn thái được thực hiện bằng 2 cách: hoặc thay
đổi số dao lắp ở trống hay đĩa dao, hoặc thay đổi tỷ số truyền cho bộ phận
cung cấp (cho hai trục cuốn và dây chuyền) cho bộ phận cung cấp quay
chậm hơn hoặc có thể lắp tăng số dao và ngược lại.
Ngoài ra, còn phải quan tâm đến vấn đề điều chỉnh khe hở giữa lưỡi dao
và tấm kê (khoảng 0,5 – 1 mm) để thái được gọn và dễ. Dao thái rau cỏ rơm
có cạnh sắc dạng lưỡi thẳng hoặc cong theo cung tròn hoặc dang xoắn.
4
2
5
3
1
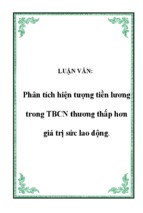
Hình 1 : Sơ đồ cấu tạo máy thái rau cỏ
1- Băng chuyền: b- Trục cuốn; 3- Tấm kê; 4- Lưỡi dao;
5- Đĩa hoặc trống lắp dao.
-3-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
2.2. Cắt thái có trượt: Vận tốc v có thể phân thành hai thành phần:
thành phần vận tốc pháp tuyến vn (vuông góc với lưỡi dao) và thành phần
vận tốc tiếp tuyến vt (theo cạnh sắc của lưỡi dao). Vận tốc pháp tuyến v n
chính là vận tốc của dao thái ngập sâu vào vật thái. Vận tốc tiếp tuyến v t gây
nên chuyển động trượt của điểm M thuộc dao tương đối với điểm M thuộc
vật thái. Khi góc trượt τ ≠ 0 thị đó là quá trình cắt thái có trượt
2.3. Chặt bổ: Tương tự khi góc trượt τ = 0 thì đó là chặt bổ
2.4. Các yếu tố ành hưởng đến quá trình cắt thái nói chung:
Để cắt thái vật liệu được thành đoạn (hay lát) bảo đảm chất lượng, giảm
được năng lượng cắt thái, ta cần xét đến một số yếu tố chính thuộc phạm vi
dao thái và vật thái ảnh hưởng đến quá trình cắt thái:
2.4.1. áp suất riêng q (N/cm) của cạnh sắc lưỡi dao trên vật thái:
Đây là yếu tố chủ yếu trực tiếp đảm bảo quá trình cắt đứt vật thái và liên
quan đến các yếu tố khác thuộc phạm vi dao thái và vật thái.
Nếu gọi lực cắt thái cần thiết là Q(N) và độ dài lưỡi dao là ∆S (cm) thì:
Q = Pt + T1 + T2.cosσ
,N
(1)
Nếu cắt thái chặt bổ (không trượt):
- Đối với rơm
q = 50 ÷ 120 N/cm
- Đối với rau cỏ
q = 40 ÷ 80 N/cm
- Đối với củ quả
q = 20 ÷ 40 N/cm
Khi cắt thái các vật đàn hồi, áp suất riêng gây ra hai giai đoạn: Đầu tiên
là lưỡi dao nén ép vật thái một đoạn, rồi đến cắt đứt vật thái. Trong quá trình
lưỡi dao đi vào vật thái còn phải khắc phục các lực ma sát T 1 do áp lực cản
của vật thái tác động vào mặt bên của dao và T2 do vật thái dịch chuyển bị
ép tác động vào mặt vát của cạnh sắc lưỡi dao.
Nếu gọi Pt là lực cản cắt thái thì:
Q = Pt + T1 + T2 .cosσ
σ – góc mài của lưỡi dao.
2.4.2. Các yếu tố chính thuộc về dao thái:
a. Độ sắc s (mm) của cạnh
sắc lưỡi dao:
Chính là chiều dày s của nó. Độ
sắc cực tiểu đạt tới 20 ÷ 40 μm.
đối với các máy thái trong chăn
Hình 2 : cạnh sắc lưỡi dao
-4-
(2)
s
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
nuôi, s không vượt quá 100 μm, nếu s quá 100 μm lưỡi dao coi như bắt đầu
cùn và thái kém.
Rõ ràng là độ sắc s càng lớn thì áp suất riêng q càng tăng.
Nếu gọi ứng suất cắt của vật thái là σc thì:
q = s.σc
(3)
b. Góc cắt thái α là góc hợp bởi góc đặt dao β và góc mài dao σ:
α =β+σ
(4)
Góc đặt dao β phải tính
toán
Hình
3 :thiết
Góc kế
cắtsao
tháicho lớp rau củ sau khi được thái
xong và tiếp tục được cuốn vào, sẽ không chạm vào mặt dao, tránh ma sát vô
ích. Vấn đề tính toán góc đặt dao β sẽ phụ thuộc vào vận tốc quay của dao
thái, vận tốc cuốn rau vào, dạng cạnh sắc của lưỡi dao, v.v…
Góc mài dao σ đã được Renznik N.E nghiên cứu và đề suất (1975) công
thức thể hiện ảnh hưởng đến lực cắt thái:
Qth = Pt + ctgσ
Trong đó:
,N
(5)
c - hệ số thứ nguyên, N/cm;
Qth - lực cắt tới hạn cần thiết;
Pt - lực cản cắt thái, N.
Góc mài dao σ nói chung nhỏ, nhưng vì độ bền vật liệu làm dao có hạn,
cho nên góc mài của máy thái rau củ thường lớn hơn hay bằng 12˚: đối với
các máy thái rau cỏ rơm, σ = 12 ÷ 15˚ (riêng đối với tấm kê thái, σ’ = 25
÷30˚); đối với các máy thái củ quả, σ = 18 ÷25˚.
c. Độ bền của vật liệu làm dao
-5-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
Dao có chất lượng bền thì lâu cùn, thái tốt. Khi đó, công nén lớp vật thái
do lưỡi dao tác động lúc ban đầu sẽ tốn ít hơn và công cản thái cũng nhỏ
hơn.
q N/c
m
11
7
Hình 4 : Vận tốc dao thái V, m/s
d. Vận tốc của dao thái v (m/s):
Vận tốc dao thái ảnh hưởng đến quá trình cắt thái, thể hiện cụ thể bằng
những đồ thị thực nghiệm biểu diễn sự biến thiên của áp suất riêng q hoặc
lực cắt thái Pt và công cắt thái Act với vận tốc của dao thái.
Theo Renzik, ta có thể tính theo công thức thực nghiệm:
Pt = 75.10 0, 0019 q.v 2, 6
(6)
40
Vận tốc tối ưu bằng 35 ÷ 40 m/s.
2.4.3. Điều kiện trượt của lưỡi dao trên vật thái
Như chúng ta đã thấy ở trên, đường trượt của lưỡi dao trên vật thái (hay
của vật thái trên lưỡi dao theo quan hệ tương hỗ) càng dài thì lực cản cắt
càng giảm. Để thể hiện hiện tượng trượt nói chung của lưỡi dao trên lớp vật
thái, ta vẽ và phân tích hình vận tốc v của một điểm M ở lưỡi dao khi tác
động vào lớp vật thái.
B
O
M
Vt
Vn
A
Hình 5 : Phân tích vận tốc điểm M ở cạnh sắc lưỡi dao khi thái
-6-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
Vận tốc v có thể phân thành hai thành phần: thành phần vận tốc pháp
tuyến vn (vuông góc với lưỡi dao) và thành phần vận tốc tiếp tuyến v t (theo
cạnh sắc của lưỡi dao). Vận tốc pháp tuyến vn chính là vận tốc của dao thái
ngập sâu vào vật thái. Vận tốc tiếp tuyến vt gây nên chuyển động trượt của
điểm M thuộc dao tương đối với điểm M thuộc vật thái.
Theo định nghĩa của gơriaskin, góc hợp bởi vận tốc v (vận tốc tuyệt đối)
với thành phần pháp tuyến vn gọi là góc trượt τ, tỷ số giữa trị số vận tốc tiếp
tuyến vt và vận tốc pháp tuyến vn gọi là hệ số trượt ε:
vt
tg
vn
(7)
Nhưng theo thực nghiệm, Gơriaskin đã chứng minh rằng lực cắt thái bắt
đầu giảm nhiều, đáng kể, không phải ứng với bất kỳ góc trượt τ của dao có
trị số tương đối nhỏ nào đó, mà ứng với trị số góc trượt nhất định của dao.
Theo thí nghiệm của viện sĩ Ziablôv V.A, lực cắt thái sẽ giảm nhiều với góc
trượt τ ≥ 30˚. Như vậy có nghĩa là hiện tượng cắt của dao đối với vật thái sẽ
có một điều kiện chung để phát huy thực sự mạnh mẽ tác dụng của cắt trượt,
để giãm được lực cắt thái nhiều hơn.
Phát triển các lí luận nghiên cứu về cắt thái của Gơriaskin, viện sĩ
Giưligôpski V.A đã phân tích nội dung vật lý của vấn đề này như sau:
Chúng ta hãy xét các lực tác động giữa lưỡi dao và vật thái: tất nhiên,
trong trường hợp cắt thái chặt bổ, góc trượt τ = 0 thì lực tác động giữa lưỡi
dao với vật thái chỉ có một pháp tuyến cắt thái (thẳng góc với lưỡi dao) theo
phương vận tốc của lưỡi dao. Trong trường hợp chúng ta cần xét là góc trượt
τ ≠ 0, đối với lưỡi dao thẳng AB quay quanh một tâm 0 và cách tâm một
đoạn p (lấy trường hợp đơn giản). Để dễ phân tích, chúng ta sẽ vẽ tách riêng
và xét các lực do vật thái (cuộng rau chẳng hạn) tác động vào dao thái và các
lực do dao thái tác động vào vật thái.
-7-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
P'
B
B
T
B
T
N'
Md
F'
T-Fmax
Mr
O
O
T'
P
F
Mr
Fmax
Fmax
'
V
'
H
A
a)
V
A
R
b)
A
c)
P
R
V
Hình 6 : Phân tích các lực tác động giữa lưỡi dao và vật thái
a - các lực do rau tác động vào dao; b- các lực do dao tác động vào rau
với góc τ ≤ φ’; c- các lực do dao tác động vào rau với góc τ > φ’
Trước hết, khi lưỡi dao tác động vào cuộn rau thì điểm tiếp xúc M sẽ sinh
ra lực pháp tuyến chống đỡ ngược chiều theo nguyên lý “lực và phản lực”. Ở
hình 6-b, cuộn rau tác động vào lưỡi ở điểm M d với lực pháp tuyến N, còn ở
hình 6-b, c thì lưỡi dao tác động vào cuộn rau ở điềm M r với lực pháp tuyến
N = N’ nhưng ngược chiều. Vì phương chuyển động của điểm Md ở lưỡi dao
(theo vectơ vận tốc v) không trùng với phương pháp tuyến vì τ ≠ o, cho nên
lực pháp tuyến N’ có thể phân tích thành hai thành phần (hình 6-a) : lực p’
theo phương chuyền động v, và T’ theo phương của lưỡi dao AB. Ở đây
chúng ta thấy ngay rằng lực T’ này có xu hướng làm cho điểm M d của lưỡi
dao trượt (xuống phía dưới) trên cuộn rau. Nhưng khi đó sẽ xuất hiện lực ma
sát F’ giữa lưỡi dao và cuộn rau hướng lên phía trên cản lại hiện tượng trượt
đó, với trị số F’= T’. Cũng xét như vậy theo hình 6-b và c thì lực pháp tuyến
do lưỡi dao tác động vào điểm M r của cuộn rau có thể phân tích làm hai
thành phần: lực P theo phương chuyển động v và lực T theo phương của lưỡi
dao AB. Ở đây đối với cuộn rau, lực T có xu hướng làm cho điểm M r của
cuộn rau trượt theo lưỡi dao lên phía trên và cũng xuất hiện ma sát F giữa
cuộn rau và lưỡi dao (cũng bằng F’) hướng xuống dưới, cản lại hiện tượng
trị số F = T.
Trên hình vẽ chúng ta thấy rằng góc trượt τ càng lớn thì lực T (hay T’)
càng tăng, đồng thời lực ma sát F (hay F’) cũng vẫn có khả năng tăng theo,
bằng T, khiến cho điểm Mτ của cuộn rau không bị trượt theo lưỡi dao. Nghĩa là
-8-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
cắt thái với góc trượt τ ≠ 0, nhưng điểm M τ của rau và Md của dao khi tiếp
xúc với nhau vẫn không trượt đi, không rời nhau. Trái lại trong quá trình
thái, điểm Md của dao vẫn cứ bám chặt lấy điểm Mr của rau mà nén xuống
với lực tác động P, T và F, nhưng F = T và hợp lực của chúng là lực P).
Nhưng chúng ta biết rằng khi T tăng, F sẽ tăng theo và chỉ đạt tới trị số
lực ma sát cực đại Fmax mà thôi ( theo khái niệm lực ma sát và góc ma sát).
Trị số Fmax = N.tgφ’ = N.f’, trong đó φ’ là góc ma sát giữa lưỡi dao và vật
thái f’ = tgφ’ là hệ số ma sát. Có điều là trong trường hợp ma sát giữa lưỡi
dao và vật thái này (coi như ma sát giữa đường thẳng và bề mặt) thì trị số
của góc ma sát φ’ không cố định như các trường hợp ma sát thong thường
(giữa bề mặt với bề mặt). trái lại, theo thực nghiệm, φ’ và f’ thay đổi trị số ít
nhiều. do đó, để phân biệt hiện tượng ma sát của lưỡi dao và vật thái,
Gơriaskin đề nghị gọi góc φ’ là góc trượt φ’, hệ số f’ = tgφ’ là hệ số cắt
trượt.
Vậy khi T và F tăng lên trong giới hạn T = F ≤ F max nghĩa là T = F = Ntgτ
hay τ ≤ φ’ thì quá trình cắt thái chưa có hiện tượng “trượt tương đối” giữa
các điểm của lưỡi dao tiếp xúc với các điểm của cuộng rau (vì hiện tượng
ma sát chống lại).
Nhưng khi T tăng lên nữa, do góc trượt τ tăng lên (vi T = Ntgτ), trong lúc
đó lực ma sát không thể tăng lên thêm mà chỉ giữ ở trị số F max, nghĩa là khi
T > Fmax hay τ > φ’, thì hiệu số lực T - F max sẽ có xu hướng làm cho Mr của
rau trượt đi, rời điểm Md của dao, lên phía trên, hay ngược lại. Khi đó quá
trình cắt thái mới thực sự có trượt, dao mới phát huy khả năng “cưa” cuộng
rau và lực cắt thái mới giảm được nhiều, cắt thái mới dễ dàng.
2.4.4. quan hệ giữa dao thái và tấm kê thái
- Khe hở δ giữa cạch sắc của lưỡi dao và cạch sác của tấm kê:
Thực nghiệm đã cho thấy ảnh hưởng thể hiện bằng sự phụ thuộc của
công suất cắt N với khe hở δ; δ có một giới hạn thích hợp để đảm bảo cho N
tương đối nhỏ.
N(kW)
O
,mm
Hình 7 : đồ thị phụ thuộc của δ với N.
-9-
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
Vật thái càng mảnh thì khe hở δ càng nhỏ, vì nếu không, lưỡi dao có thể
bẻ gập thân vật thái xuống lọt vào khe hở và kéo đứt nó, giảm chất lượng
cắt. nhưng δ cũng không thể nhỏ quá được, vì đĩa lắp dao (nhất là trống lắp
dao) đều có độ dịch chuyển dọc trục cho phép và gối đỡ cũng có độ dịch
chuyển dọc trục cho phép.
Ở trống lắp dao quay với số vòng lớn, do lực li tâm, dao cũng sẽ có độ
võng ra phía ngoài. đối với máy thái rau cỏ rơm, δ không quá 0,5 mm thì
thái mới tốt. trong trường hợp dao kiểu trống quay với vận tốc lớn ( máy thái
thức ăn ủ, v.v…) thì δ = 1 ÷ 4mm.
C
T
M
F
R'
S'
N'
'2
ao
id
ì
L
O
'1 N
S
A
F'
R
M'
T'
B
Hình 8 : Góc kẹp χ và điều kiện kẹp χ ≤ φ1’ + φ2’.
- góc kẹp χ và điều kiện kẹp vật thái giữa cạnh sắc lưỡi dao và cạnh
sắc tấm kê. Đây là một yếu tố ảnh hưởng trong trường hợp cắt thái kiểu “kéo
cắt”, có một cạnh sắc lưỡi dao nữa (ở đây là cạnh sắc tấm kê) cùng phối hợp
và cắt vật thái. Góc BAC hợp bởi cạnh sắc lưỡi dao AC và cạnh sắc tấm kê
AB nói chung gọi là góc mở χ. Khi góc mở lớn, hai cạnh sác không kẹp giữ
yên được vật thái mà có tác động đẩy nó ra., khó cắt được. với một trị số góc
mở nhỏ hơn đủ để hai cạnh sắc kẹp giử yên vật thái để cắt được nó thì góc
mở đó đuợc gọi là góc kẹp χ. Giá trị góc kẹp χ phải được bảo đảm khi thiết
kế bộ phận dao thái có tấm kê và là điều kiện để dao và tấm kê kẹp được vật
thái.
Ta có thể xác định được điều kiện kẹp như sau: xét vị trí cạnh sắc AC của
lưỡi dao và cạnh sắc AB của tấm kê như hình trên, với các lực tác động vào
vật thái (được mô phỏng có tiết diện hình tròn tam o): do lưỡi dao có tiếp
điểm M là lực phaps tuyến N và lực ma sát F; do tấm kê ở tiếp điểm M’,
tương ứng là N’ và F’. Lực tổng hợp, do lưỡi dao là R, dao tấm kê là R’. góc
- 10 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
NMR = φ’1 là góc cắt trượt (tương tự góc ma sát) của cạnh sắc lưới dao với
vật thái và F = N.tgφ’1 ; góc N’M’R’ = φ’2.
lực N được phân tích thành hai thành phần: S theo hướng vuông góc với
đường phân giác AO của góc mở χ và T theo hướng cạnh sắc AC,
T = N.tg
2
. Các thành phần S, S’ không gây cho vật thái chuyển động (theo
hướng AO), nhưng T, T’ có xu hướng đẩy vật thái ra ngoài. đồng thời các
lực ma sát F và F’ được gây ra và chống lại các thành phần T và T’. đó là
các trị số ma sát cực đại. ta rất dễ nhận thấy rằng:
+ khi T > F và T’ > F’ (F và F’ đạt trị số cực đại : F = N.tgφ’ 1,
F’
= N’.tgφ’2, nghĩa là khi N.tg
> φ’1,
2
2
> N.tgφ’1 và N’.tg
2
> N’.tgφ’2 hay
2
> φ’2, tức là χ > φ’1 + φ’2 thì các lực ma sát (đạt cực đại) F, F’
không chống nổi các thành phần lực T và T’, vật thái bị đẩy ra phía ngoài,
không đựoc kẹp yên, khi đó dao thái không tốt hoặc không thái được.
+ khi T = F và T’ = F’, nghĩa là χ = φ’ 1 + φ’2 thì các lực ma sát F và
F’ đủ cản các lực T và T’ và vật thái được kẹp yên.
+ khi T < F và T’ < F’, nghĩa là χ < φ’ 1 + φ’1, thì các lực ma sát thực
tế không đạt trị số cực đại F và F’ nữa, mà chỉ đạt tới giá trị cân bằng các lực
T và T’ đủ để chống lại hiện tượng đẩy vật thái ra ngoài. Như vậy, vật thái
cũng được kẹp chặc hơn, không bị đẩy ra được.
Tóm lại, điều kiện kẹp vật thái giữa cạnh sắc lưỡi dao và cạnh sắc tấm kê
là góc kẹp χ ≤ φ’1 + φ’2. đối với kiểu dao đĩa χ = 40 ÷ 45˚, dao trống χ =
24 ÷ 30˚.
Nếu một trong hai góc cắt trượt (góc ma sát) φ’ 1 và φ’2 có trị số nhỏ nhất,
gọi là φ’min thì theo viện sĩ Xablikôv, điều kiện kẹp hoàn toàn là χ < 2.φ’min.
Nếu φ’1 = φ’2 = φ’ thì điều kiện kẹp là χ ≤ 2.φ’.
Nếu φ’1 <
2
< φ’2, nghĩa là 2φ’1 < χ < 2φ’2, thì ta sẽ thấy có hiện tượng
vật thái bị xoay tròn tại chổ và cắt thái cũng khó.
Ta cũng cần chú ý rằng trong trường hợp χ > φ’ 1 + φ’2 thì vật thái bị đẩy
ra ngoài cho tới khi góc mở giảm xuống tới trị số góc kẹp χ = φ’ 1 + φ’2 lại
bảo đảm điều kiện kẹp.
2.4.5. Độ bền và chất lượng của vật thái
Cụ thể ở đây là vấn đề lực cản cắt thái p của vật thái, độ ẩm W% của vật
thái. Thực nghiệm cho ta đồ thị chỉ sự phụ thuộc của áp suất cắt thái riêng q
N/cm với độ ẩm W% của vật thái hình . Khi độ ẩm còn thấp (8 ÷ 15%) áp
suất cắt thái riêng tăng dần, nhưng khi W > 15% thì áp suất cắt thái riêng lại
giảm đi.
- 11 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
11
8
6
O
8
15
35
W,%
Hình 9: đồ thị phụ thuộc của q với W%.
2.5. Các yếu tố ảnh hưởng đến năng suất trong quá trình thái:
Công thức năng suất lý thuyết của máy rau cỏ:
Qlt =60atbblk kg/h
(8)
atb- Bề cao trung bình của họng thái (bề cao trung bình của các lớp
thức ăn do trục cuốn nén):
atb
a max a min
2
(9)
b- Bề rộng họng thái (m);
l- Độ dài đoạn thái trung bình (m);
k- Số dao;
γ- Khối lượng thể tích của lớp thức ăn sau khi cuốn nén (kh/m 3 );
n- Số vòng quay của đĩa lắp dao trong 1 phút.
Theo công thức trên ta thấy năng suất phụ thuộc vào các yếu tố sau:
Bề cao trung bình của họng thái atb: nếu atb càng lớn thì năng suất của
máy thái càng lớn.
Bề rộng của họng thái b: nếu bề rộng của họng thái cang lớn thì năng
suất của máy càng cao.
Độ dài đoạn thái trung bình l: nếu l càng lớn thì năng suất càng lớn.
- 12 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
Số dao k: tương tự số lượng dao càng nhiều thì năng suất của máy đó
càng lớn.
Số vòng quay của đĩa lắp dao trong 1 phút n: nếu máy có tốc độ quay
càng lớn thì năng suất của máy đó càng lớn.
Công thức năng suất lý thuyết của máy củ quả:
Q = 60.Vt.n.γ
tấn/giờ.
(9)
Trong đó
Vt - thể tích của củ quả do dao thái được trong một vòng
quay của đĩa hay trống (m 3 ).
N - số vòng quay của đĩa hay trông lắp dao (vòng/phút).
γ - khối lượng thể tích của củ quả đã thái được (tấn/m 3 ).
Theo công thức trên ta dễ dàng nhận thấy rằng năng suất máy thái phụ
thuộc vào thể tích của củ quả do dao thái được trong một vòng quay của đĩa
hay trống Vt; số vòng quay của đĩa (hay trống) lắp dao.
2.6. Các yếu tố ảnh hưởng đến chất lượng của quá trình cắt thái:
Theo lý thuyết ta có:
l
(10)
Trong đó
2. .rc (1 )
i.k
rc – Bán kính trục cuốn
Ε – Độ trượt trục cuốn trên lớp rau cỏ
i – Tỷ số truyền từ máy đến trục cuốn.
Theo thực tế:
P
ltb=
i
l i l i 1
2
P
dtb=
P
Trong đó
i
d i d i 1
2
(11)
P
Pi - khối lượng các đoạn thái có độ dài, dày thứ i đến thứ i + 1;
P = pi - khối lượng mẫu đo;
li , li +1 - chiều dài đoạn thái thứ i và i + 1;
- 13 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
di, di +1 - chiều dày đoạn thái thứ i và i + 1.
- 14 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
3. Kết luận và khuyến nghị:
Đây là toàn bộ phần nội dung của chuyên đề môn các thiết bị cơ bản
trong bảo quản, chế biến nông sản thực phẩm với nội dung đi sâu vào quá
trình cắt thái trong chế biến thức ăn dùng trong ngành chăn nuôi. Do trình độ
hạn chế và tài liệu chưa đầy đủ nên nội dung còn nhiều thiếu sót và cách
thức trình bày chưa được rõ ràng. Vì vậy mong thầy giáo và các bạn sinh
viên đóng góp thêm để nội dung và hình thức được hoàn chỉnh hơn.
- 15 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
TÀI LIỆU THAM KHẢO
Trần Minh Vượng (chủ biên), Nguyễn Thị Minh Thuận: Máy phục vụ
chăn nuôi – nhà suất bản giáo dục – 1999.
- 16 -
Chuyên đề môn công nghệ chế biến nông sản
GVHD: T.S Đinh Vương Hùng
MỤC LỤC
1. Đặt vấn đề
1
2. nội dung
2
2.1. Các nguyên lí thái
2
2.2. cắt thái có trượt
4
2.3. chặt bổ
4
2.4. các yếu tố ảnh hưởng đến quá trình cắt thái nói chung
4
2.5. Các yếu tố ảnh hưởng đến năng suất trong quá trình thái
12
2.6. Các yếu tố ảnh hưởng đến chất lượng của quá trình cắt thái 13
3. Kết luận và khuyến nghị
14
TÀI LIỆU THAM KHẢO
15
MỤC LUC
16
- 17 -
- Xem thêm -