Trường ĐH Kinh Tế Quốc Dân
1
Khoa Kinh Tế & QL Nguồn Nhân Lực
LỜI NÓI ĐẦU
Việt Nam là một đất nước đang trên đà hội nhập và phát triển về cả kinh tế, chính
trị, văn hóa. Cùng với sự phát triển đó là sự cần thiết của phát triển cơ sở hạ tầng,
chính vì thế nhu cầu về vật liệu xây dựng cũng lên cao. Nắm bắt được xu thế thị
trường, nhiều doanh nghiệp đã chú trọng đầu tư vào việc sản xuất và cung ứng vật liệu
xây dựng cho thị trường, đặc biệt là trong ngành công nghiệp xi măng. Giai đoạn này
có rất nhiều nhà máy sản xuất xi măng ra đời, nổi lên trong số các nhà máy đó là nhà
máy xi măng Thăng Long, một nhà máy được thành lập trong thời kì kinh tế của đất
nước và thế giới đang gặp nhiều khó khăn, sức cạnh tranh giữa các doanh nghiệp lớn.
Công ty CP xi măng Thăng Long với đội ngũ cán bộ công nhân viên có trình độ
chuyên môn, trình độ tay nghề cao cùng với sự đầu tư trang thiết bị hiện đại đã có chỗ
đứng trong sự cạnh tranh đó, đặc biệt nhà máy đã trở thành 1 trong 5 nhà máy sản xuất
xi măng lớn nhất Việt Nam với công suất 6000 clinker/ngày tương ứng 2,3 triệu tấn xi
măng CPB40/ 1 năm.
Sau 3 tuần thực tập tại công ty CP xi măng Thăng Long, được sự hướng dẫn của
cô Nguyễn Nam Phương cùng sự nhiệt tình giúp đỡ của công ty em đã tìm hiểu khái
quát về công ty với nội dung chi tiết trong bài “Báo cáo tổng hợp”. Rất mong được sự
đóng góp ý kiến từ phía các thầy cô và từ phía công ty.
Em xin chân thành cảm ơn !
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
2
Khoa Kinh Tế & QL Nguồn Nhân Lực
Khái quát về công ty cổ phần xi măng Thăng Long
1.
Quá trình hình thành và phát triển của công ty cổ phần xi măng Thăng
Long.
Tên công ty: Công ty cổ phần xi măng Thăng Long
Tên đối ngoại: Thang Long Cement Joint Stock Company
Nhà máy sản xuất: Xã Lê Lợi, huyện Hoành Bồ, tỉnh Quảng Ninh, Việt Nam.
Điện thoại: +(84 - 33) 369 1325 / Fax: +(84 – 33) 369 1326.
Văn phòng đại diện: Phòng 603, tòa nhà Ford Thăng Long, 105 Láng Hạ, Đống Đa,
Hà Nội.
Điện thoại: +(84 – 4) 3562 2720 / Fax: +(84 – 4) 3562 2719.
Chi nhánh: Tầng 3 – 4 tòa nhà Cotec, số 14 Nguyễn Trường Tộ, phường 12, quận 4, tp
Hồ Chí Minh.
Điện thoại: +(84 – 8) 5401 2488 / Fax: +(84 – 8) 5401 2487.
Website của công ty: www.thanglongcement.com.vn
Công ty cổ phần xi măng Thăng Long được sở kế hoạch và đầu tư tỉnh Quảng
Ninh cấp giấy chứng nhận kinh doanh số 2203000011 ngày 28/5/2001, thay đổi lần thứ
5 vào ngày 21/10/2004.
Công ty cổ phần xi măng Thăng Long được sáng lập bởi ba cổ đông: Tổng công
ty lắp
máy Việt Nam (LILAMA); Công ty xuất nhập khẩu tổng hợp Hà Nội
(GELEXIMCO); Và Công ty lắp máy 69 – 3. Trong đó: Tổng công ty lắp máy Việt
Nam nắm giữ 49% cổ phần; Công ty xuất nhập khẩu tổng hợp Hà Nội nắm giữ 47%
cổ phần; Và Công ty lắp máy 69 – 3 nắm giữ 4% cổ phần.
Thủ tướng chính phủ đã phê duyệt dự án “ Nhà máy xi măng Thăng Long” với
quyết định 627/QĐ – TTg ngày 29/7/2002. Tổng số vốn đầu tư cho dự án là trên 6.000
tỷ đồng. Dự án gồm các hạng mục: Nhà máy chính xi măng Thăng Long được xây
dựng tại xã Đê E, huyện Hoành Bồ, tỉnh Quảng Ninh; Một trạm nghiền và một cảng
bốc dỡ hiện đại được đặt ở khu vực phía Nam.
Nhà máy xi măng Thăng Long được coi là dự án nhà máy xi măng lớn nhất Việt
Nam tính cho tới thời điểm này. Nhà máy được đầu tư đồng bộ dây chuyền thiết bị
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
3
Khoa Kinh Tế & QL Nguồn Nhân Lực
hiện đại hãng POLYIUS của Cộng hòa liên bang Đức. Và được bắt đầu xây dựng từu
tháng 4/2006. Sau gần 30 tháng thi công và lắp đặt, đến ngày 8/11/2008 nhà máy xi
măng Thăng Long đã cho ra lò sản phẩm clinker đầu tiên.
Ngày 18/12/2008 tại Quảng Ninh, nhà máy xi măng Thăng Long với công suất
2,3 triệu tấn/ năm đã được khánh thành.
Ngày 24/12/2008 nhà máy xi măng Thăng Long chính thức đi vào hoạt động.
Trong 6 tháng đầu năm 2009, trong cả nước, tổng sản lượng xi măng Thăng Long
đã được tiêu thụ 192 077 tấn xi măng bao, 155 499 tấn xi măng bột.
Công ty sẽ đầu tư tiếp dây chuyền 2 có công suất tương đương với công suất dây
chuyền 1. Và để đáp ứng nhu cầu của thị trường, công ty sẽ đầu tư tiếp dây chuyền 3
trong tương lai.
Hiện nay, nhà máy xi măng Thăng Long đang đi vào hoạt động với công suất
thiết kế 6000 tấn clinker/ngày tương đương 2,3 triệu tấn xi măng PCB40/năm.
2.
Chức năng, nhiệm vụ của công ty CP xi măng Thăng Long.
Nhà máy xi măng Thăng Long là 1 trong 5 nhà máy sản xuất xi măng lớn nhất
Việt Nam hiện nay, nhà máy được trang bị dây chuyền sản xuất hiện đại, công nghệ
cao của hãng POLYIUS thuộc cộng hòa liên bang Đức; Cùng với đội ngũ cán bộ công
nhân viên có trình độ chuyên môn cao, lành nghề, công ty xi măng Thăng Long đề ra
mục tiêu phải đảm bảo chất lượng tốt nhất, độ ổn định cao nhất đối với từng sản phẩm
sản xuất ra và trên hết là sự phục vụ, đáp ứng khách hàng tốt nhất. Bên cạnh đó công ty
cũng hướng tới mục tiêu: “ Kinh doanh vì cộng đồng”, tạo “nền móng cho mọi công
trình”. Đồng thời sẽ đầu tư thêm dây chuyền sản xuất mở rộng mở rộng quy mô để có
thế cung cấp, đáp ứng nhu cầu sản phẩm cho toàn quốc và vươn xa hơn nữa là xuất
khẩu xi măng.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
Khoa Kinh Tế 4& QL Nguồn Nhân Lực
3. Sơ đồ cơ cấu tổ chức của công ty và chức năng nhiệm vụ của từng phòng ban.
3.1. Sơ đồ cơ cấu tổ chức.
Ban
GĐ
Trợ lý
GĐ
Nhà máy
P
QL
CL
P
SX
P
KT
CĐ
P
AT,
AN
&
MT
Khối HC
P
QL
K
P
M
H
P
Mỏ
N
ISO
P
HC
NS
Khối KD
P
BH
và
MK
T
P
VT
&
GN
Khối TC KT
P
TC
KT
P
KT
TH
P
KT
DA
Sơ đồ 1: Cơ cấu tổ chức bộ máy của công ty CP xi măng Thăng Long
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
CN tp
HCM
Khối
QLDA
B
ĐB
&
GP
MB
Các
P
KD
Ban
QLDA
trạm
nghiền
Trường ĐH Kinh Tế Quốc Dân
2.2.
5
Khoa Kinh Tế & QL Nguồn Nhân Lực
Chức năng nhiệm vụ của từng phòng ban.
• Ban Giám Đốc ( Ban GĐ)
Tổng Giám Đốc: Tổng giám đốc chịu trách nhiệm trước HĐQT về mọi hoạt
động của Công ty và phải thực thi Quyền hạn và Trách nhiệm của mình theo Điều lệ
Công ty để đảm bảo mọi mục tiêu, chính sách HĐQT ban hành được thực hiện.
Phó tổng Giám Đốc: Giúp việc cho Tổng giám đốc chỉ đạo và giải quyết một số
nội dung công việc thuộc các lĩnh vực phụ trách và thay mặt Tổng giám đốc chỉ đạo
hoạt động của công ty.
• Trợ lý Giám Đốc: Giúp việc tổng Giám Đốc và các phó tổng Giám Đốc, thu thập,
tổng hợp, phân tích và báo cáo, tư vấn cho ban Giám Đốc, truyền đạt các mệnh lệnh và
chỉ thị của tổng Giám Đốc đến các đơn vị, soạn các báo cáo tổng hợp về tình hình sản
xuất kinh doanh của công ty mà tổng Giám Đốc giao…
• Nhà máy: Nhà máy góp phần thực hiện các mục tiêu, chính sách của Công ty bằng
việc đảm bảo toàn bộ quá trình sản xuất từ việc mua nguyên nhiên vật liệu đầu vào,
đảm bảo chất lượng sản phẩm, đảm bảo vận hành thiết bị hiệu quả và an toàn.
Phòng quản lý chất lượng (PQLCL): Phòng quản lý chất lượng kiểm tra, kiểm
soát và đảm bảo toàn bộ chất lượng quá trình sản xuất nhằm thực hiện các mục tiêu và
chính sách chất lượng của Công ty, đảm bảo đáp ứng các nhu cầu thị trường.
Phòng sản xuất (PSX): Phòng sản xuất đảm bảo toàn bộ việc vận hành và kiểm
tra và cung cấp thông tin về toàn bộ hệ thống thiết bị dây chuyền sản xuất từ công đoạn
tiếp nhận nguyên liệu đến xuất sản phẩm xuống phương tiện vận tải đảm bảo các thông
số vận hành, chất lượng sản phẩm, các chỉ tiêu kinh tế kỹ thuật tối ưu và khả năng khai
thác vận hành lâu dài và ổn định cho thiết bị sản xuất.
Phòng kỹ thuật cơ điện (PKTCĐ): Phòng kỹ thuật Cơ điện chịu trách nhiệm
toàn bộ công tác sửa chữa bảo dưỡng tất cả trang thiết bị dây chuyền sản xuất và các
hệ thống phụ trợ toàn nhà máy nhằm đảm bảo mức độ sẵn sàng khai thác tối đa, ổn
định và bền vững thiết bị theo các chỉ tiêu kinh tế kỹ thuật thiết kế và liên tục nghiên
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
6
Khoa Kinh Tế & QL Nguồn Nhân Lực
cứu ứng dụng để cải tiến và nâng cao hiệu quả công tác sửa chữa bảo dưỡng phục vụ
mục tiêu sản xuất của Công ty.
Phòng an toàn an ninh và môi trường (PAN,AT và MT): Đảm bảo tuân thủ các
chính sách, quy định về an toàn và vệ sinh lao động, Phòng chống cháy nổ, bảo vệ môi
trường và đảm bảo an ninh bảo vệ tài sản Công ty.
Phòng quản lý kho (PQL kho): Phòng quản lý kho chịu trách nhiệm quản lý,
theo dõi toàn bộ kho vật tư phụ tùng, thiết bị, nguyên, nhiên vật liệu và thành phẩm
của quá trình sản xuất, quản lý công tác nhập xuất và bảo quản nguyên nhiên vật liệu
nhằm đảm bảo nhập xuất chính xác, kịp thời và theo dõi, báo cáo sát thực các số liệu
sử dụng nguyên nhiên vật liệu và phục tùng vật tư, cảnh báo thời hạn sử dụng với mục
tiêu giảm thiểu chi phí tồn kho.
Phòng mua hàng (PMH): Đảm bảo cung cấp đầy đủ, kịp thời, chính xác, tiết
kiệm chi phí và đạt yêu cầu kỹ thuật các loại nguyên nhiên vật liệu, công dụng cụ và
phụ tùng dự phòng và các dịch vụ kỹ thuật (không bao gồm phạm vi mua sắm của
phòng Hành chính nhân sự, vận tải, Dự án, kế toán: kiểm tóan, bảo hiểm tài sản) đáp
ứng nhu cầu sản xuất ổn định và tạo dựng được hình ảnh một đối tác tin cậy và minh
bạch với các nhà cung cấp để duy trì quan hệ đối tác lâu dài và cùng có lợi thông qua
việc lựa chọn, đàm phán và giám sát thực hiện hợp đồng, tạo dựng và duy trì quan hệ
với các nhà cung cấp.
Phòng mỏ: Phòng mỏ có trách nhiệm quản lý giám sát toàn bộ công tác khai
thác mỏ của Công ty đảm bảo cung cấp đầy đủ, kịp thời, đúng chất lượng nguyên liệu
khai thác cho nhu cầu sản xuất của nhà máy, đáp ứng các yêu cầu về kỹ thuật, môi
trường, pháp lý và an toàn toàn với các nhiệm vụ cụ thể.
Nhóm ISO: Nhóm ISO là bộ phận thường trực công tác xây dựng hệ thống,
kiểm tra đánh giá và hỗ trợ các Đơn vị trong công tác xây dựng và đảm bảo vận hành
các hệ thống quản lý chất lượng theo tiêu chuẩn ISO.
• Khối hành chính (Khối HC)
Phòng hành chính nhân sự (PHC-NS): Khối Hành chính thực hiện các chủ
trương, chính sách và chiến lược phát triển của công ty qua việc quản lý vận hành hiệu
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
7
Khoa Kinh Tế & QL Nguồn Nhân Lực
quả hệ thống hậu cần hành chính, quản trị nguồn nhân lực, công nghệ thông tin và
truyền thông PR, hỗ trợ pháp lý và thực hiện công tác lễ tân khánh tiết đảm bảo phục
vụ kịp thời và đúng mức các yêu cầu về nhân lực, vật lực hỗ trợ các phòng ban trong
công ty hoàn thành Chức năng & Nhiệm vụ, góp phần xây dựng hình ảnh một doanh
nghiệp năng động, chuyên nghiệp và môi trường làm việc lành mạnh tạo điều kiện phát
triển con người.
• Khối kinh doanh (Khối KD)
Phòng vận tải và giao nhận (PVT và GN): Phòng vận tải và giao nhận có chức
năng đảm bảo công tác giao hàng, vận tải sản phẩm của công ty đúng về số/khối lượng,
đảm bảo chất lượng của hàng hóa không bị thay đổi trong quá trình vận chuyển, kịp
thời gian, tiết kiệm chi phí đáp ứng yêu cầu của khách hàng và thuận lợi cho kế hoạch
sản xuất của Nhà Máy thông qua việc quản lý và kết nối hiệu quả hệ thống vận tải
đường bộ; đường thủy, quản lý công tác xuất hàng, phối hợp với phòng Bán hàng và
phòng Sản xuất điều động các phương tiện nhận và giao hàng, Quản lý khai thác hiệu
quả Cảng của nhà máy xi măng Thăng Long.
Phòng bán hàng và marketing (PBH và MKT): Phòng bán hàng và Marketing
chịu trách nhiệm đảm bảo bán hết sản phẩm Công ty sản xuất ra với mức giá bán mang
lại lợi nhuận nhất cho Công ty trong khi vẫn đảm bảo được sự trung thành của khách
hàng và phát triển thị trường bền vững.
• Khối tài chính kế toán (Khối TC – KT)
Phòng tài chính kế toán (PTC-KT): Phòng tài chính kế toán có chức năng nhiệm
vụ như sau:
•
Chủ trì xây dựng và thực hiện các quy chế về quản lý tài chính, quy chế về
quản lý ngân sách, chính sách và chế độ kế toán.
•
Tổ chức công tác hạch toán kế tóan, lập và phân tích báo cáo tài chính và
các báo cáo quản trị theo đúng chế độ kế tóan và chuẩn mực kế tóan Việt Nam.
•
Lập phương án huy động và sử dụng vốn đáp ứng nhu cầu sản xuất kinh
doanh.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
•
8
Khoa Kinh Tế & QL Nguồn Nhân Lực
Tổ chức, hướng dẫn và đào tạo các Đơn vị trong việc ghi chép, thu thập số
liệu chi phí và các chứng từ liên quan phục vụ công tác tài chính kế toán theo các quy
định của Luật kế toán, hệ thống Chuẩn mực kế toán Việt Nam và các quy định của
Công ty;
•
Kiểm tra chứng từ, hóa đơn và thủ tục thanh quyết toán;
•
Tính toán giá thành, chi phí và báo cáo phục vụ ra quyết định sản xuất kinh
•
Kiểm soát công tác thu chi tiền mặt;
•
Phân tích và quản trị chi phí;
•
Quản lý việc thu và nộp thuế, phí các các nghĩa vụ với ngân sách nhà nước.
•
Chủ trì trong việc lựa chọn đơn vị cung cấp dịch vụ kiểm toán, dịch vụ bảo
doanh;
hiểm tài sản công ty, cung cấp phần mềm quản lý, cung cấp các hóa đơn chứng từ và
các hàng hóa và dịch vụ đặc thù của tài chính kế toán khác.
• Khối quản lý dự án (Khối QLDA)
Phòng kinh tế tổng hợp (PKTTH): Phòng kinh tế tổng hợp có trách nhiệm hoàn
thiện các thủ tục thanh quyết toán các gói thầu của Dự án và là đơn vị đầu mối quản lý
các dự án đầu tư xây dựng cơ bản ngoài Dự án.
Ban đền bù và giải phóng mặt bằng (Ban ĐB & GPMB): Ban
đề bù GPMB chịu trách nhiệm hoàn thiện tất cả các công việc liên quan đến đền bù và
GPMB là một phần công việc của khối Dự án. Ban đền bù GPMB xây dựng và thực
hiện các kế hoạch giải phòng mặt bằng đáp ứng nhu cầu và tiến độ sử dụng đất của
Công ty theo quy hoạch và ngân sách được phê duyệt.
Phòng kỹ thuật dự án (PKTDA): Chịu trách nhiệm hoàn thiện
các công việc kỹ thuật của Dự án như: Nghiệm thu hoàn thành các công trình hạng
mục công trình thuộc Dự án; Kiểm tra xác nhận khối lượng hoàn thành, giám sát chất
lượng, xác nhận khối lượng hoàn thành và tiêu hao vật tư thiết bị với các nhà thầu,
nghiệm thu kỹ thuật và bàn giao công trình đã hoàn thiện cho Đơn vị sử dụng đối với
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
9
Khoa Kinh Tế & QL Nguồn Nhân Lực
các Công trình của Dự án; Hoàn tất các nội dung kỹ thuật của Hồ sơ quyết toán và phối
hợp với Phòng KT-TH để hoàn thành công tác Quyết toán Dự án.
• Chi nhánh thành phố Hồ Chí Minh (Chi nhánh tp HCM)
Các phòng kinh doanh (Các PKD)
Ban quản lý dự án trạm nghiền (Ban QLDA trạm nghiền)
3.
Sản phẩm và quy trình sản xuất sản phẩm.
Sản phẩm: Hiện nay công ty cổ phần xi măng Thăng Long đang sản xuất và đưa ra
thị trường 3 loại sản phẩm xi măng chính: Xi măng Pooclăng hỗn hợp PCB40, Xi
măng Thăng Long Pooclăng hỗn hợp PCB30, Clinker Thăng Long CPC50. Các sản
phẩm này đều đạt chất lượng Việt Nam, cụ thể là: Xi măng Pooclăng hỗn hợp
PCB40 đạt TCVN 6260:1997, Xi măng Thăng Long Pooclăng hỗn hợp PCB30 đạt
TCVN 6260:1997, Clinker Thăng Long CPC50 đạt TCVN 7024:2002. Trong 3 sản
phẩm này thì PCB40 được tiêu thụ nhiều nhất.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
10
Khoa Kinh Tế & QL Nguồn Nhân Lực
Dây chuyền sản xuất xi măng của nhà máy.
Chuẩn bị
nguyên liệu
Sản xuất
clinker
Sản xuất xi
măng
Đập
nghiền
Sấy sơ bộ,
phân hủy
Lưu kho
Lưu kho,
phối trộn
Nung
luyện
Nghiền xi
măng
Định
lượng
Làm
nguội
Lưu kho,
đóng bao
và xuất
Nghiền
liệu thô
Đồng
nhất
Sơđồ 2: Dây chuyền sản xuất của nhà máy xi măng Thăng Long
(Nguồn:Tài liệu công ty)
Các công đoạn sản xuất xi măng: Để có sản phẩm xi măng ra lò phải trải qua
5 công đoạn chính sau:
“ Công đoạn 1: Chuẩn bị nguyên liệu:
Đá vôi và đất sét trước khi khai thác đều được kiểm tra chất lượng tại các diện
bốc xúc.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
11
Khoa Kinh Tế & QL Nguồn Nhân Lực
Sau khi khai thác, đá vôi (kích thước nhỏ hơn 1500mm) và đất sét (kích thước
trung bình 600mm) được vận chuyển về đổ trực tiếp vào phễu tiếp nhận dung tích
120m3 và 45m3 tương ứng.
Từ hai phễu tiếp nhận trên, đá vôi và đất sét được cấp đều cho máy đập búa nhờ
hai cấp liệu tấm riêng. Hỗn hợp đá vôi, đất sét được đập chung trong máy đập búa,
năng suất 1400T/h, đến cỡ hạt nhỏ hơn 80mm. Phương pháp này làm tăng độ đồng
nhất của vật liệu và giảm lượng bụi phát sinh ra môi trường.
Nguyên liệu sau khi đập lẫn sẽ chạy qua máy Phân tích kích hoạt cảm ứng
nơtron bằng tia gama tức thời (PGNAA) để giám sát và điều chỉnh thành phần hoá học
của hỗn hợp đá vôi, đá sét trước khi vận chuyển vào kho đồng nhất sơ bộ (dạng kho
tròn), sức chứa 48000 tấn.
Đá vôi sạch được đập riêng bởi máy đập búa có năng suất 1400T/h đến cỡ hạt
nhỏ hơn 80mm trước khi được vận chuyển vào kho dài cấp cho máy rải đống năng suất
1400T/h để rải thành một đống dài có trữ lượng 3500T/h.
Phụ gia điều chỉnh: Để đảm bảo chất lượng clinker, Công ty còn tiến hành
kiểm soát quá trình gia công và chế biến hỗn hợp phối liệu theo đúng các Mođun, hệ
số đã được xác định. Do đó, ngoài đá vôi và đá sét còn có các nguyên liệu điều chỉnh
là quặng sắt (Laterite – giàu hàm lượng ôxit Fe 2O3, không lẫn các tạp chất và các vật
liệu lạ như sắt, thép, đá, đất, hoá chất…), sét cao silíc (giàu hàm lượng SiO 2).
Công đoạn 2: Nghiền phối liệu và đồng nhất:
Hỗn hợp đá vôi và đất sét, đá vôi sạch, laterite và cao silíc từ các kho chứa
đồng nhất sơ bộ được vận chuyển lên bốn két chứa tương ứng sau đó được cấp vào
máy nghiền qua hệ thống cân băng định lượng với năng suất cấp hỗn hợp đá vôi + đất
sét 60-600T/h, năng suất cấp đá vôi sạch 3-30T/h, năng suất cấp laterit 2-20T/h, năng
suất cấp cao silic 4-40T/h.
Nguyên liệu được nghiền trong máy nghiền con lăn đứng, kết hợp quá trình sấy
nghiền liên hợp có thiết bị phân ly trung gian, với năng suất nghiền đạt 500T/h. Bột
liệu sau máy nghiền được lấy mẫu phân tích hàng giờ để xác định độ mịn, độ ẩm làm
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
12
Khoa Kinh Tế & QL Nguồn Nhân Lực
cơ sở điều chỉnh các thông số vận hành máy nghiền, đảm bảo khống chế các hệ số chế
tạo theo yêu cầu; và được vận chuyển tới silo đồng nhất, sức chứa 20.000 tấn nhờ một
hệ thống máng khí động, các van quay kín khí, các xích cào và gầu nâng. Silô hoạt
động theo phương thức nạp liệu - đồng nhất – tháo liệu liên tục. Hệ thống tháo liệu của
silo bao gồm các máng khí động hướng tâm và một két cân kiểu buồng trộn đồng nhất
bố trí dưới phễu đáy silo tiết kiệm được diện tích lắp đặt và giảm được chi phí xây
dựng. Hiệu quả đồng nhất của hệ thống silo và buồng trộn đạt tỷ lệ > 10/1 trước khi
cấp vào lò nung.
Công đoạn 3: Nung luyện clinker:
Bột liệu đồng nhất trong két cân cấp liệu được rút qua hệ thống hai van tháo, hai
van quay xuống máng khí động, tới cân cấp liệu lò nung với năng suất cấp liệu 500
tấn/h. Bột liệu sau khi cân định lượng được các máng khí động và gầu nâng đưa tới
hộp chia liệu để nạp vào 2 nhánh của cyclone tháp trao đổi nhiệt.
Lò nung luyện clinker của xi măng Thăng Long được thiết kế theo kiểu lò quay
tự lựa POLROÒ 2 bệ đỡ đạt được khả năng hiệu lực cơ học tốt nhất, luôn đảm bảo độ
tiếp xúc mặt tốt giữa vành lăn với các con lăn đỡ trong mọi điều kiện vận hành của lò.
Kích thước lò 5,2x78m, năng suất 6000 tấn CKL/ngày.
Thiết bị làm nguội Clinker POLYSIUS REPOL là loại máy làm nguội nhanh
kiểu ghi hiệu suất cao cung cấp gió nóng cho vòi đốt chính của lò và vòi đốt buồng
phân huỷ (calciner). Toàn bộ bề mặt thiết bị làm nguội được trang bị tấm ghi Jetstream cực bền cùng các hàng rãnh phun khí lắp ngay bên trong tấm ghi tạo nên hệ
thống làm sạch linh hoạt có thể phá huỷ mục tiêu chất đống (người tuyết) lớp lót ở
ngay nơi chúng hình thành và giúp clinker được làm nguội đồng đều.
Nhiên liệu sử dụng chủ yếu là than cám 3C HG có nhiệt trị tối thiểu 6850
kcal/kg. Than được đốt trong calciner khoảng 55-60%, đốt trong lò khoảng 40-45%.
Dầu DO chỉ dùng khi sấy, khởi động lò nung và chạy buồng đốt phụ của máy nghiền
liệu.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
13
Khoa Kinh Tế & QL Nguồn Nhân Lực
Clinker sản xuất ra đảm bảo kết hạt chắc, có màu xanh xám, không vàng, không
lẫn bột tả và không lẫn clinker nung chưa chín. Clinker sau nung được lấy mẫu phân
tích kiểm tra chất lượng hàng giờ để xác định dung trọng và hàm lượng vôi tự do (kiểm
tra thành phần, tỷ lệ hạt khi cần thiết) làm cơ sở cho việc vận hành lò và quyết định tỷ
lệ cấp phối khi đưa vào nghiền xi măng.
Công đoạn 4: Nghiền xi măng:
Clinker từ silo, Thạch cao và Phụ gia xi măng từ kho chứa tổng hợp được vận chuyển
lên các két chứa của máy nghiền xi măng bằng hệ thống băng tải và gầu nâng. Từ két
chứa máy nghiền, clinker, thạch cao và phụ gia được định lượng qua hệ thống cân
băng định lượng cấp vào máy nghiền.
Máy nghiền xi măng là loại máy nghiền bi 2 ngăn (ngăn 1 dùng để nghiền thô
và ngăn hai dùng để nghiền mịn) làm việc theo chu trình kín. Năng suất của máy
nghiền đạt 200T/h. Xi măng ra khỏi máy nghiền có độ mịn đạt ≥ 3.600 cm 2/g, được lấy
mẫu kiểm tra hàng giờ để xác định độ mịn và hàm lượng SO 3 theo phương pháp nhanh,
xác định định lượng nước tiêu chuẩn, thời gian ninh kết của xi măng nghiền trong ca
vận hành (nếu cần), và được vận chuyển tới 2 silô chứa xi măng bột bằng hệ thống gầu
nâng và máng khí động. 2 silô này có tổng sức chứa là 30.000tấn.
Công đoạn 5: Đóng bao xi măng và xuất:
Từ đáy các silo chứa, xi măng được tháo vào buồng trộn sục khí nén qua 8 cửa
tháo để trộn đồng nhất lần cuối cùng trước khi đưa tới thiết bị xuất xi măng rời cho
phương tiện thuỷ với năng suất 900T/h nhờ hệ thống băng tải đa năng hoặc tới hệ
thống các gầu nâng để đưa đến các két chứa của các máy đóng bao và két chứa của
thiết bị xuất xi măng rời cho xe bồn với năng suất 100T/h.
Hệ thống máy đóng bao gồm 3 máy đóng bao kiểu quay tự động 8 vòi, năng
suất 100 tấn xi măng bao/giờ cho loại bao 50kg.
Xi măng được kiểm tra chất lượng theo lô hàng xuất hoặc được kiểm tra đột
xuất trong silo để đảm bảo sản phẩm xi măng Thăng Long đến tay người sử dụng đạt
chất lượng theo yêu cầu và thoả mãn cao nhất yêu cầu của khách hàng.”
(Nguồn: http://thanglongcement.com.vn – ngày 13/3/2009).
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
Khoa Kinh Tế & QL Nguồn Nhân Lực
14
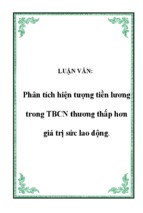
Quy trình sản xuất xi măng của sản phẩm:
Đá vôi
Đất sét
Máy đập đá vôi
Máy đập đất sét
Kho đá vôi, đất sét
Máy nghiền liệu
Than
Silo chứa đồng chất
Nghiền
Hệ thống trao đổi nhiệt
Lò nung
Hâm sấy
Dầu MFO
Silo chứa Clinker
Máy nghiền xi măng
Thạch cao
phụ gia
Silo chứa xi măng
Vỏ bao
Máy đóng bao
Xuất sản
phẩm
Sơ đồ 3: Quy trình công nghệ sản xuất sản phẩm
(Nguồn:Phòng kỹ thuật công ty CP xi măng Thăng Long)
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
4.
-
15
Khoa Kinh Tế & QL Nguồn Nhân Lực
Cơ cấu và đặc điểm lao động của công ty.
Về mặt số lượng: Số lượng nhân sự của công ty cổ phần xi măng Thăng Long
thay đổi theo hàng năm, cụ thể là:
Năm
Chỉ tiêu
Số lượng lao
động (người)
2005
2006
2007
2008
2009
41
56
130
472
629
Bảng 1: Sống lượng lao động qua các năm
(Nguồn:Tài liệu công ty )
Như bảng trên ta thấy số lượng lao động của công ty tăng dần theo hàng năm, năm
2005 số lượng lao động là 41 lao động đến năm 2009 con số lao động đã lên tới 629
gấp 15,34 lần so với năm 2005. Điều đó có nghĩa là quy mô của công ty ngày càng lớn,
chứng tỏ khối lượng công việc ngày càng nhiều, đó cũng là tín hiệu tốt cho việc sản
xuất kinh doanh của công ty trong thời gian tới.
-
Về mặt chất lượng nhân sự:
+ Cơ cấu theo độ tuổi lao động được thể hiện qua bảng sau:
Độ tuổi
20 – 25
25 – 30
30 – 35
35 – 40
40 – 45
45 – 50
≥ 50
Số lượng
239
239
82
31
20
13
5
Tỷ lệ (%)
38
38
13
5
3
2
1
Bảng 2: Cơ cấu lao động theo độ tuổi năm 2009
(Nguồn: Tài liệu công ty )
Theo bảng trên ta thấy cơ cấu tuổi lao động của công ty là trẻ. Lượng lao động
trong độ tuổi 20 – 30 lớn chiếm 76% tổng số lao động trong công ty. Điều đó chứng tỏ
công ty có độ ngũ công nhân viên năng động, ham học hỏi, nhạy bén với khoa học
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
16
Khoa Kinh Tế & QL Nguồn Nhân Lực
công nghệ hiện đại, nhiệt tình, sáng tạo, bên cạnh đó về kinh nghiệm nghề nghiệp chưa
nhiều.
+ Cơ cấu theo trình độ lao động được thể hiện qua bảng sau:
Trình độ
Số lượng
1
5
198
41
44
310
24
6
Tiến sĩ
Thạc sĩ
Đại học
Cao đẳng
Trung cấp
Công nhân kỹ thuật
Sơ cấp
Lao động phổ thông
Tỷ lệ %
0,15
0,79
31,47
6,51
6,99
49,28
3,81
0,95
Bảng 3: Cơ cấu lao động theo trình độ năm2009
(Nguồn: Tài liệu công ty)
Nhìn vào bảng trên ta thấy lượng công nhân kỹ thuật chiếm tỷ trọng khá lớn trong
công ty ( 49,28%), đây là những lao động trực tiếp sản xuất ra sản phẩm, họ đã qua đào
tạo và có một tay nghề nhất định phù hợp với công việc. Lượng lao động chiếm tỷ
trọng lớn thứ 2 là những lao động có trình độ đại học (chiếm 31,47%), tiếp đó là những
lao động có trình độ trung cấp (chiếm 6,99%), trình độ cao đẳng (chiếm 6,51%). Lao
động có trình độ tiến sĩ, thạc sĩ chiếm tỷ trọng nhỏ nhất (chiếm 0,94%), tiếp đó là lao
động có trình độ sơ cấp và lao động phổ thông (chiếm 4,76%). Nhìn chung, lực lượng
lao động của công ty hầu hết đã qua đào tạo và có trình độ, kỹ thuật nhất định, đó cũng
là điều kiện để công ty phát triển sản xuất kinh doanh, ổn định cơ cấu tổ chức.
5.
Một số kết quả đã đạt được.
Sau khi đi vào hoạt động sản xuất kinh doanh, công ty CP xi măng Thăng Long
đã đạt được những kết quả nhất định, kết quả đó được phản ánh ở bảng dưới đây:
STT
Chỉ tiêu
Đơn vị tính
Trịnh Thị Lan – Lớp QTNL-K9A
Năm
Năm
Năm
Quý
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
17
Khoa Kinh Tế & QL Nguồn Nhân Lực
2007
2008
2009
I/2010
4
5
6
Tỷ đồng
6000
10000
10000
Tấn
200
1678
350
Tỷ đồng
125
1146
250
Tỷ đồng
-20
-289
-66
Tỷ đồng
20
-289
-66
2
1
1.
2.
Vốn điều lệ
Giá trị Tổng sản
lượng
3.
Tổng doanh thu
4.
Lợi nhuận trước
5.
thuế
Lợi nhuận sau
6.
7.
thuế
Thu nhập bình
quân
/người/tháng
Các khoản trích,
nộp ngân sách
8.
Đồng
Lãi (lỗ)
3
3913531 2836087
327844
4
-
Tỷ đồng
4,7
46
16
Tỷ đồng
20
-289
-66
Bảng 4: Kết quả hoạt động sản xuất kinh doanh
(Nguồn: Tài liệu công ty )
Bên cạnh đó công ty CP xi măng Thăng Long còn đạt được Cúp vàng thương hiệu
ngành ngành xây dựng ngày 22/9/2009. Điều này chứng tỏ, nhà máy mới đi vào hoạt
động sản xuất trong thời gian ngắn, mới bước đầu tiếp cận thị trường chưa có lãi
những đã dần khẳng định được thương hiệu bằng chất lượng sản phẩm.
6.
Những thuận lợi và khó khăn, phương hướng hoạt động của công ty.
• Những thuận lợi:
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
-
18
Khoa Kinh Tế & QL Nguồn Nhân Lực
Nhà máy được trang bị công nghệ và trang thiết bị hiện đại nhất Việt Nam
hiện nay.
-
Công suất đầu tư hàng đầu Việt Nam.
-
Đội ngũ cán bộ công nhân viên trẻ, năng động, sáng tạo, nhạy bén với khoa
học công nghệ, có trình độ chuyên môn, tay nghề cao.
-
Nhà máy nằm trong vùng “ Tam giác kinh tế trọng điểm” phía bắc Việt Nam
-
Nhà máy có vị trí địa lý thuận lợi :
+ Gần mỏ nguyên liệu đá vôi, đất sét, thạch cao, silic chất lượng cao, dồi dào.
+ Hệ thống cảng thuận lợi: Nhà máy gần cảng Cái Lân (là cảng nước sâu);
Trạm nghiền phía Nam gần cảng sông Soài Rạp. Điều này thuận lợi cho việc vận
chuyển bằng đường thủy làm giảm chi phí sản xuất.
+ Thuận lợi cho việc vận chuyển hàng hóa bằng đường bộ.
• Những khó khăn: Nhà máy ra đời vào thời điểm nền kinh tế trong và ngoài
nước gặp nhiều khó khăn, nhiều nhà máy xi măng ra đời,đòi hỏi công ty phải có
sức cạnh tranh lớn.
• Phương hướng hoạt động:
-
Đưa xi măng Thăng Long trở thành một trong năm công ty xi măng hàng
đầu Việt Nam.
-
Phát triển hệ thống phân phối hiện đại, chuyên nghiệp trên toàn quốc và hiệu
quả cao, đảm bảo phương châm “kinh doanh vì cộng đồng”.
-
Nhanh chóng đầu tư, xây dựng và đưa dây chuyền 2 xi măng Thăng Long
vào hoạt động năm 2011.
-
Trong tương lai sẽ xuất khẩu xi măng ra các nước trong khu vực và thế giới.
Đề xuất hai chuyên đề thực tập
Chuyên đề 1: Tiền lương, tiền thưởng – Động lực chủ yếu khuyến khích, nâng cao
hiệu quả sản xuất của công ty CP xi măng Thăng Long.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
Trường ĐH Kinh Tế Quốc Dân
19
Khoa Kinh Tế & QL Nguồn Nhân Lực
Chuyên đề 2: Công tác tuyển dụng của công ty CP xi măng Thăng Long.
Trịnh Thị Lan – Lớp QTNL-K9A
Báo cáo tổng hợp
- Xem thêm -