1
TRƯỜNG ĐẠI HỌC KINH TẾ TP HỒ CHÍ
MINH V IỆN ĐÀO TẠO SAU ĐẠI HỌC
Môn học: QUẢN TRỊ SẢN XUẤTĐIỀU HÀNH
Đề tài: Vận dụng hệ thống “Just in time” tại tậpđoàn Bayer
GVHD
: PGS. TS Hồ Tiến Dũng
N hóm 4 học viên Cao học K27 Đêm 7
1.
2.
3.
4.
5.
6.
7.
8.
Lê Xuân Quý
Nguyễn Trần Ngọc Thiện
Nguyễn Thị Thùy Trang
Cao Hùng Cương
Nguyễn Thị Mi nh Hồng
Nguyễn Huy Lâm
Võ Thập Tử Long
Lê Thùy Nguyên
LỜI MỞ ĐẦU
Hệ thống điều hành “Just in time” (JIT) được gó i gọn t rong một câu:
"đúng sản phẩm với đúng số lượng tại đúng nơi vào đúng thời điểm". Trong sản
xuất hay d ịch vụ, mỗi công đoạn của quy trình sản xuất ra một số lượng
đúng bằng số lượng mà công đoạn sản xuất t iếp theo cần tới. Các quy t rình
không tạo ra giá trị g ia tăng phải bỏ. Điều này cũng đúng với g iai đo ạn cuối
cùng củ a quy trình sản xuất, tức là hệ thống chỉ sản xuất ra cái mà khách hàng
muốn.
Nói cách khác, JIT là hệ thống sản xuất trong đó các luồng nguyên vật
liệu, hàng hoá và sản phẩm t ruyền vận trong qu á trình sản xuất và phân
phối được lập kế hoạch chi tiết từng bước sao cho quy trình t iếp theo có thể
thực hiện ngay kh i quy t rình hiện thời chấm dứt. Qua đó, không có h ạng mục
nào rơi vào tình trạng để không, chờ xử lý , không có nhân công hay th iết bị
nào phải đợi để có đầu vào vận hành .
Các dây truyền lắp ráp của hãng Ford đã áp dụng JIT từ những năm
30.Cần nó i thê m rằng Ford là người đi đầu t rong việc áp dựng các dây
truy ền sản xuất. Tuy nhiên, phải đến những năm 1970, quy trình sản xuất
theo mô hình JIT mới được hoàn thiện và được Toyota Motors áp dụng.
Trong công cuộc công nghiệp hoá sau Đại chiến thế g iới thứ 2, nước Nhật
thực h iện ch iến lược nhập khẩu công nghệ nhằm tránh gánh nặng chi phí cho
nghiên cứu và phát triển (R&D) và tập t rung vào việc cải thiện quy trình sản
xuất (kaizen ). Mục tiêu của chiến lược này là nâng cao chất lượng và độ tin
cậy của sản phẩm.Eiji Toyoda và Taiichi Ohno của Toyota Motor đã phát t
riển một kh ái niệm hệ thống sản xuất mới, mà ngày n ay được gọi là Hệ thống
SX Toyota.Nhiều nhà nghiên cứu cho rằng nước Nhật có được ngày hôm nay
xuất phát từ nền tảng sản xuất dựa trên hệ thống tuyệt với đó.
Sản xuất đại trà sử dụng công nhân có tay nghề bậc trung vận hành các
máy công nghiệp đơn năng, tạo ra các sản phẩm được t iêu chuẩn hoá v ới số
lượng rất lớn. Vì giá trị máy mó c cũng như chi phí tái thiết kế rất đắt tiền nên
nhà sản xuất đại trà luôn cố gắng giữ các t iêu chuẩn th iết kế sản phẩm càng
lâu
càng tốt. Kết quả là giá thành kéo theo giá bán g iảm. Tuy nhiên tác phong công
nghiệp làm cho công nhân nhàm chán và mất động lực làm việc.
PHẦN I:
HỆ THỐNGĐIỀU HÀNH THEO MÔ HÌN H QUẢN
LÝ “J US T IN TIM E”
1.1. Hệ thống điều hành theo mô hì nh quản lý“Just in time”
(JIT) 1.1.1Định nghĩa:
JIT là hình thức quản lý dựa trên sự cải t iến không ngừng và giảm thiểu
tối đa sự lãng ph í trong tất cả các bộ ph ận của công ty .Mục đ ích củ a JIT là
chỉ sản xuất nh ững mặt hàng cần th iết t rong số lượng cần th iết tại một th
ời điểm nhất thiết nào đó .JIT được gó i gọn t rong một câu : "Đúng sản phẩm
với đúng số lượng tại đúng nơi vào đúng thời điể m". Trong sản xuất h ay
dịch vụ , mỗi công đoạn của quy t rình sản xuất ra một số lượng đúng bằng số
lượng mà công đoạn sản xuất tiếp theo cần tới. Các quy trình không tạo ra
giá trị gia tăng phải bỏ. Điều này cũng đúng với g iai đoạn cuố i cùng của quy
t rình sản xuất, tức là hệ thống chỉ sản xuất ra nh ững c ái mà khách hàng
muốn.Nói cách khác, JIT là hệ thống sản xuất trong đó các luồng nguyên vật
liệu, hàng hóa và sản phẩm truy ền vận trong quá trình sản xu ất và phân phối
được lập kế hoạch chi tiết từng bước sao cho quy trình tiếp theo có thể thực
hiện ngay khi quy trình h iện thời chấm dứt. Qua đó, không có hạng mục nào
rơi vào tình trạng để không, chờ xử lý, không có nhân công hay thiết bị nào
phải đợi để có đầu vào vận hành.Đạt được mục đích đó sẽ giúp công ty đáp ứng
được nhu cầu của khách hàng và giúp công ty có đủ khả năng để cạnh tranh với
các đối thủ kh ác về g iá cả, chất lượng, độ tin cậy, sự linh hoạt và thời gian.
- Just-in -Time (JIT) Còn được gọi là Sản xuất " Pu ll", sản xuất Pull
chủ
`của các công đoạn sau, nên mỗi phân xưởng chỉ sản xuất theo yêu cầu của
công đoạn kế t iếp .
- JIT là một bộ nguyên tắc, các công cụ kĩ thuật cho phép một công ty
sản xuất và phân phố i sản phẩm theo từng lô nhỏ, trong thời gian ngắn, đáp ứng
nhu cầu cụ thể của khách hàng .Nói một các đ ơn giản just in time là giao
đúng sản
4
phẩm, đúng thời gian v ới đúng số lượng. thế mạnh của JIT là nó cho đáp ứng
được việc vận chuyển hàng hàng ngày th eo yêu cầu của khách hàng, chính
là những gì mà Toyota cần (công đoạn trước luôn luôn phải thực hiện những gì
mà công đoạn sau yêu cầu) đó ch ính là thuật ngữ có ý nghĩa nhất trong just in
time (the Toyota way t rang: 48)
- JIT chính là công cụ mà doanh nghiệp sử dụng nhằm cung cấp cho
khách hàng ở cuối quy trình đúng cái mà họ cần, đúng thời điểm và đúng số
lượng mà họ mong muốn .bổ xung nguyên vật liệu phụ theo yêu cầu chính là
nguyên tắc chủ đạo t rong JIT (Jeffrey K .Liker).
Như đã xem xét ở t rên đã có nh iều định nghĩa, t rên nh iều cách tiếp
cận khác nhau nhưng chúng đều có đặc đ iể m chung: Just in time (vừa đúng
lúc) : nó như là một chiết lý t rong sản xuất dựa t rên nền tảng cốt lõ i lo ại bỏ
lãng phí và cải t iến liên tục, nâng cao năng suất.Nó cũng đ ược co i như một
ph ương pháp tiếp cận với mục tiêu của sản xuất là đúng chủng loại đúng nơi
và đúng lúc. (just in time: kịp thời) lãng phí chính g ây ra bởi bất cứ ho ạt động
nào làm tăng thê m chi phí mà không tạo ra giá trị. Ví dụ: sự d i chuyển không
cần th iết của nguy ên vật liệu , tồn kho quá mức, hay áp dụng những phương
thức sản xuất sai lầm taọ ra các sản phẩm phải sửa chữa lại sau này . JIT làm
tăng lợi nhuận và tá i đầu tư bằng cách giảm thiểu mức tồn kho, giảm thiểu
sự biến đổi và nâng cao chất lượng sản phẩm g iả m thời giam chết trong sản
xuất và phân phối và g iảm các chi phí khác.Trong hệ thống JIT s ử dụng quá
mức khả năng đ ược sử dụng th ay vì tồn kho quá mức để đối mặt với các vấn
đề có thể sảy ra.
1.1.2 Các yếu tố chí nh của hệ thống J IT:
Bản chất của hệ thống JIT là một dòng sản phẩm đều đặn đi qua hệ thống
với lượng tồn kho nhỏ nhất. Hệ thống JIT bao gồ m 13 yếu tố chủ yếu sau đây
- Mức độ sản xuất đều và cố đị nh: Một hệ thống sản xuất JIT đòi
hỏi một dòng sản phẩm đồng nhất khi đ i qua một hệ thống thì các hoạt động
khác nhau sẽ thích ứng với nhau và để nguyên vât liệu và sản phẩm có thể
chuyển từ nhà cung cấp đến đầu ra cuối cùng. Mỗi thao tác phải được phối
hợp cẩn thận bởi các hệ thống này rất chặt chẽ. Do đó, lịch trình sản xu ất
5
phải được cố định trong một khoảng thời gian để có thể thiết lập các lịch mua
hàng và sản xuất. Rõ
5
ràng là luôn có áp lực lớn để có đ ược những dự báo tốt và phải xây dựng
được lịch t rình th ực tế bởi vì không có nhiều tồn kho để bù đắp nh ững thiếu
hụt hàng trong hệ thống.
- Hàng tồn k ho thấp: Một trong những dấu hiệu để nhận b iết hệ
thống JIT là lượng tồn kho thấp . Lượng tồn kho bao gồm các chi t iết và
nguyên vật liệu được mua, sản phẩm dở dang và thành phẩm chưa tiêu
thụ.Lượng tồn kho thấp có hai lợi ích quan trọng. Lợi ích rõ ràng nhất của
lượng tồn kho thấp là tiết kiệm được không gian và t iết kiệm chi ph í do
không phải ứ đọng vốn t rong các sản phẩm còn tồn đọng trong kho . Lợi ích
thứ hai th ì khó thấy hơn nhưng lại là một khía cạnh then chốt của t riết lý JIT,
đó là tồn kho luôn là nguồn lực dự t rữ để khắc phục nh ững mất cân đối
trong quá t rình sản xuất, có nh iều tồn kho sẽ làm cho những nhà quản lý ỷ
lại, không cố gắng khắc phục những sự cố trong sản xuất và dẫn đến chi phí
tăng cao. Phương pháp JIT làm g iảm dần dần lượng tồn kho, từ đó người ta
càng dễ tìm thấy và giảiquyết nh ững khó khăn phát sinh.
- Kíc h thước lô hàng nhỏ: Đặc điểm của hệ thống JIT là kích thước lô
hàng nhỏ trong cả ha i quá trình sản xuất và phân phố i từ nhà cung ứng. Kích
thước lô hàng nhỏ sẽ tạo ra một số lợi ích cho hệ thống JIT hoạt động một cách
có h iệu quả như sau:
+ Với lô h àng có kích thước nhỏ, lượng hàng tồn kho sản phẩm dở dang
sẽ ít hơn so với lô hàng có kích thước lớn. Điều n ày sẽ giảm chi phí lưu kho v
à tiết kiệm d iện t ích kho b ãi.
+ Lô hàng có kích th ước nhỏ ít bị cản t rở hơn tại nơi làm v iệc.
+ Dễ kiểm tra chất lượng lô hàng và khi phát h iện có sai sót thì ch i phí
sửa lại lô hàng sẽ thấp hơn lô hàng có kích thước lớn .
- Lắp đặt với chi phí thấp và nhanh: Theo phương pháp này, người ta
sử dụng các chương trình làm giảm thời g ian và ch i ph í lắp đặt để đạt kết
quả mong muốn, những công nhân thường đ ược huấn luyện để làm những
công việc lắp đặt cho riêng họ, công cụ và thiết bị cũng như quá trình lắp đặt
phải đơn giản và đạt được t iêu chuẩn hóa, th iết bị và đồ gá đa n ăng có thể giúp
giảm thời gian lắp đặt. Hơn nữa, người ta có thể sử dụng nhóm công nghệ để
6
giảm chi phí và thời gian lắp đặt nhờ tận dụng sự giống nhau trong những
thao tác có tính lặp
6
lại.Quá t rình xử lý một loạt các chi t iết tương tự nhau trên những th iết bị
giống nhau có thể làm g iảm yêu cầu thay đổi việc lắp đặt, sự tinh chỉnh t rong
t rường hợp này là cần th iết .
- Bố trí mặt bằng hợp l ý: Theo lý thuyết sản xuất cổ điển , mặt bằng
của các phân xưởng thường được bố trí theo nhu cầu xử lý gia công. Hệ
thống JIT thường sử dụng bố trí mặt bằng dựa trên nhu cầu sản phẩ m.Th iết
bị được sắp xếp đ ể đ iều kh iển nh ững dòng sản phẩm g iống nhau, có nhu cầu
lắp ráp hay xử lý giống nhau.Để t ránh việc di chuyển một khố i lượng chi t iết
lớn trong khu vực thì người ta đ ưa những lô nhỏ ch i tiết từ trung tâm làm việc
n ày đến trung tâm làm v iệc kế tiếp, như vậy thời gian chờ đợi và lượng sản
phẩm d ở dang sẽ được giảm đến mức tối th iểu.Mặt khác, chi phí vận chuy ển
nguyên vật liệu sẽ giảm đáng kể và không gian cho đầu ra cũng giả m.Các nhà
máy có khuynh hướng nhỏ lại nh ưng có h iệu quả hơn và máy móc thiết b ị có
thể sắp xếp gần nhau hơn, t ừ đó tăng cường sự giao t iếp t rong công nhân .
- Sửa chữa và bảo trì đị nh k ỳ: Do hệ thống JIT có rất ít hàng tồn
kho nên khi th iết bị hư hỏng có thể gây ra nh iều rắc rố i. Để g iảm thiểu v iệc
hỏng hóc, doanh nghiệp sử dụng các chương trình bảo t rì định kỳ, trong đó
nh ấn mạnh vào việc duy trì th iết bị trong đ iều kiện hoạt động tốt nhất và vào
việc thay thế những cụm chi t iết có dấu h iệu hỏng trước khi sự cố xảy ra.
Những công nhân thường có trách nh iệm bảo trì th iết bị máy móc của mình .
Mặc dù có bảo trì định kỳ, đôi khi thiết bị cũng hư hỏng .Vì vậy, cần thiết
phải chu ẩn bị cho điều này và ph ải có khả năng s ửa chữa cũng như đưa thiết
bị vào sản xuất một các nhanh chóng.Muốn vậy, doanh nghiệp cần có nh ững
chi tiết dự phòng và duy trì lực lượng sửa chữa nhỏ hoặc huấn luyện công
nh ân tự mình sửa ch ữa những hư hỏng đột xuất có thể xảy ra.
- Sử dụng công nhân đa năng: Trong hệ thống cổ điển, công nhân
thường được đào tạo trong phạm vi hẹp mà thôi. Hệ thống JIT dành vai trò nổi
bật cho công nhân đ a năng đ ược hu ấn luyện để điều khiển tất cả những
công việc từ việc điều kh iển quy trình sản xuất, vận hành máy đến việc bảo
trì, sửa chữa…Người ta mong muốn công nhân có thể điều chỉnh và sửa chữa
nhỏ cũng như thực hiện việc lắp đặt. Hãy nhớ rằng trong hệ thống JIT người ta
đẩy mạnh
7
đơn giản hóa việc lắp đặt, làm thuận lợi cho ng ười vận h ành. Trong hệ
thống JIT, công nhân không chuyên môn hóa mà được huấn luyện để thực hiện
nhiều thao tác, do vậy họ có thể g iúp những công nhân không theo kịp tiến
độ. Người công nhân không những có trách nhiệm trong việc kiểm tra chất
lượng công việc của mình mà còn quan sát kiểm tra chất lượng công v iệc của
những công nhân ở khâu trước họ. Tuy nhiên, phương pháp này có hạn chế là
mất nhiều thời gian và chi phí đào tạo nh ững công nhân đa năng để đáp ứng yêu
cầu của hệ thống.
- Đảm bảo mức chất lượng cao: Những hệ thống JIT đòi hỏi các mức
chất lượng cao . Những hệ thống này được gài vào một dòng công v iệc liên
tục, nên sự xuất h iện của nh ững trục trặc do chất lượng kém sẽ tạo sự phá
vỡ trên dòng công việc này. Th ực tế, do kích thước các lô hàng nhỏ, lượng hàng
tồn kho để đề phòng mọi bất trắc thấp, nên khi sự cố xảy ra, việc sản xuất phải
ngừng lại cho đến kh i sự cố được kh ắc phục. Vì vậy , phải t ránh bất cứ sự
ngừng việc nào hoặc nhanh chóng giải quyết trục trặc kh i chúng xuất hiện.
Hệ thống JIT dùng ba giải pháp mũi nhọn để xử lý vấn đề chất lượng :
Một là, thiết kế chất lượng cho sản phẩm và quá trình sản xuất . Th ực
tế cho thấy hệ thống JIT sản xuất sản phẩm được t iêu chuẩn hóa sẽ dẫn đến
tiêu chuẩn hóa các phương pháp làm việc, các công nhân rất qu en thuộc với
công việc của họ và sử dụng các thiết bị tiêu chuẩn hóa, tất cả những vấn
đề trên sẽ đóng góp làm tăng ch ất lượng sản ph ẩm ở các khâu của quá trình
sản xuất.
Hai là, yêu cầu các nhà cung cấp g iao nguyên liệu và các bộ phận sản
phẩm có chất lượng cao để giảm th iểu trục t rặc do hàng hóa đem tới. Nếu đạt
được yêu cầu này, thời gian và ch iph í kiểm tra hàng hóa có th ể đ ược loại bỏ.
Ba là, làm cho công nhân có trách nh iệm sản xuất những hàng hóa có
chất lượng cao. Điều này đòi hỏi phải cung cấp thiết bị và công cụ làm việc phù
hợp, huấn luyện ph ương thức làm v iệc thích hợp cho công nhân, huấn luyện t
rong đo lường chất lượng và phát h iện lỗ i, động viên công nhân cải tiến chất
lượng sản phẩm và kh i có sự cố xảy ra th ì tranh thủ sự cộng tác của công nhân.
- Nâng cao tinh thần hợp tác của các thành viên trong hệ thống:
Hệ thống JIT đòi hỏi tinh thần hợp tác g iữa các công nhân, qu ản lý và người
8
cung cấp. Nếu không đạt được đ iều này thì khó có thể có một hệ thống JIT
thật sự
8
hiệu quả .Đ iều này đò i hỏi mộtđánh g iáđúng về tầm qua trọng củ a hợp tác và
nỗ lực chặt chẽđể thấm nhuần và duy trì tinh thần đó .
- Lựa chọn người bán hàng tin cậy:Hầu hết hệ thống JIT mở rộng
về phía người bán, người bán được yêu cầu giao hàng hóa có chất lượng cao,
các lô hàng nhỏ và thời điểm giao hàng tương đối ch ính xác .
Theo truyền thống, người mua đóng vai trò kiểm tra chất lượng và số
lượng hàng mang đến, v à khi hàng hóa kém phẩm chất thì trả cho người bán
để sản xuất lại.Trong hệ thống JIT, hàng hóa kém phẩm chất sẽ đ ình trệ sự
liên tục của dòng công v iệc.Việc kiểm tra chất lượng hàng hóa đ ưa đến đ
ược xem là không h iệu quả vì nó không được tính vào giá trị sản phẩm. Do đó
việc đảm bảo chất lượng được chuyển sang người bán. Người mua sẽ làm việc
với ng ười bán để giúp họ đạt được chất lượng h àng hóa mong muốn.Mục t
iêu cơ bản của người mua là có thể công nhận người bán nh ư một nhà sản
xuất hàng hóa chất lương cao, do vậy không cần có sự kiểm tra của người
mua.
- Sử dụng hệ thống “kéo” : Thuật ngữ “đẩy” và “kéo” dùng đ ể mô tả
hai hệ thống khác nhau nhằm chuyển dịch công việc thông qua quá trình sản
xuất. Trong h ệ thống đẩy, kh i công việc kết thúc tại một khâu, sản phẩm đầu ra
được đẩy tới khâu kế tiếp, ở khâu cuối cùng, sản phẩm được đẩy vào kho thành
phẩm. Ngược lại, trong hệ thống kéo, việc kiểm soát sự chuyển dời của công
việc tùy thuộc vào hoạt động đi kèm theo, mỗi khâu công việc sẽ kéo sản
ph ẩm từ kh âu phía t rước nếu cần. Đầu ra của hoạt động sau cùng được kéo
b ởi nhu cầu khách hàng hoặc bởi lịch trình sản xuất chính. Như vậy , trong hệ
thống kéo, công việc được lu ân chuyển để đáp ứng yêu cầu của công đoạn kế
t iếp theo của quá trình sản xuất . Trái lại, trong hệ thống đẩy, công v iệc được
đẩy ra kh i nó hoàn thành mà không cần qu an tâm đ ến khâu kế t iếp theo đã
sẳn sàng chuẩn bị cho công việc hay ch ưa. Vì vậy công việc có thể bị ch ất
đống tại khâu chậm t iến độ do thiết bị hỏng hóc hoặc phát hiện có vấn đề về
chất lượng.
Hệ thống JIT dùng phương pháp kéo để kiểm soát dòng công việc, mỗi
công việc sẽ gắn đầu ra với nhu cầu của khâu kế t iếp . Trong hệ thống JIT, có
9
sự thông tin ngược từ khâu này sang khâu khác, do đó công việc được di
chuyển
9
“đúng lúc” tới khâu kế tiếp, theo đó dòng công việc được kết nối nhau, và sự
tích lũy thừa tồn kho giữa các công đoạn sẽ được tránh khỏi.
- Nhanh chóng giải quyết sự cố trong quá trình sản xuất: Giải quyết
sự cố là nền tảng cho bất kỳ một hệ thống JIT nào. Mối quan tâm là những trục
trặc cản trở hay có khả năng cản trở vào dòng công việc qua hệ thống . Khi
những sự cố như vậy xuất h iện th ì cần phải giải quyết một cách nhanh chóng.
Điều này có thể buộc phải gia tăng tạm thời lượng tồn kho, tuy nhiên mục tiêu
của hệ thống JIT là loại bỏ càng nh iều sự cố thì hiệu quả càng cao .
Để xử lý nhanh những trục t rặc trong quá trình sản xuất , nhiều
doanh nghiệp đã dùng hệ thống đèn để báo hiệu.Ở Nhật, một hệ thống như
vậy được gọi là ANDON. Mỗi một khâu công việc được trang bị một bộ ba
bóng đèn, đèn xanh biểu h iện cho mọ i việc đ ều trô i chảy, đèn vàng biểu
hiện có công nhân sa sút cần chấn chỉnh, đèn đỏ báo hiệu có sự cố nghiêm
trọng cần nhanh chóng khắc phục. Điểm mấu chốt của hệ thống đèn là cho
những người khác trong hệ thống phát hiện đ ược sự cố và cho phép công
nhân và quản đố c sửa chữa kịp thời sự cố xãy ra.
- Liê n tục cải tiế n: Một trong những vấn đề cơ bản của phương pháp
JIT là hướng về sự cải t iến liên tục trong hệ thống như: g iảm lượng tồn kho,
giảm chi phí lắp đặt, giảm thời g ian sản xuất, cải tiến chất lượng, tăng năng
suất, c ắt giảm lãng phí và nâng cao hiệu quả sản xuất. Sự cải tiến liên tục này
t rở thành mục t iêu phấn đấu củ a tất cả thành v iên trong doanh nghiệp nh ằm
ho àn thiện hệ thống.
Tóm lại, JIT là hệ thống sản xuất được sử dụng chủ yếu trong sản xuất
lặp lại, t rong đó sản phẩm luân chuyển qua hệ thống được hoàn thành đúng
lịch trình và có rất ít tồn kho. Các lợi ích của JIT đã lôi cuốn sự chú ý của
các nhà sản xuất t ừ và i thập niên trở lại đây , và v iệc áp dụng hệ thống JIT
t rong các doanh nghiệp nước ta là biện pháp không th ể thiếu được nhằm
tăng khả năng cạnh tranh của các doanh nghiệp hiện nay.
Thời gi an điềề u
hành ngắắn
Công nghệquản lý:
- Phù hợp v ớ i dân chuyềền sản xuâất;
K ích th ước lô nhỏhàng
;
Thời gian vận ngắấn;
hành
JIT
Người quản lý:
Tôn t rọng con người
- Mục t iều rõ ràng
Liền hệ với toàn thể công nhân
- M ức tôền thiểkho
u; tôền
Chấắt lượng nấng
cao tiềắ n
Tiềắ p tục cải
Hệ thôắng quản lý:
Quan hệ thân thiềất với nhà cung câấp;
tiềắ n
Quá trình sản xuâấtđáp ứng yều câều;
Bảo dưỡng để ng ắn chặn;
Sửu dụng hệthôấng kéo;
1.1.3 Với những đặc trưng trên, hệ thống J IT có một số lợi ích
quan trọng như sau:
+ Giảm lượng tồn kho ở tất cả các khâu: cung ứng nguyên vật liệu,
sản xuất và t iêu thụ sản phẩm.
+ Giảm nhu cầu về mặt bằng.
+ Tăng chất lượng sản phẩm, giả m phế phẩm và lượng sản phẩm làm lại.
+ Giảm thời g ian phân phố i trong sản xuất.
+ Có tính linh động cao t rong phố i hợp sản xuất.
+ Dòng sản xuất nhịp nhàng và ít gián đoạn , chu kỳ sản xuất ngắn, do
các công nhân có nhiều kỹ năng nên họ có thể giúp đở lẫn nhau và thay thế
t rong trường hợp vắng mặt.
+ Tăng mức độ sản xuất và tận dụng thiết bị.
+ Có sự th am gia của công nhân trong việc khắc phục các sự cố của quá
trình sản xuất, từ đó nâng cao t inh thần trách nhiệm của công nhân .
+ Tạo áp lực để xây dựng mối qu an hệ tốt với các nhà cung cấp.
+ Giảm nhu cầu lao động gián tiếp , t iết kiệ m lương thuê mướn
người trông co i nguyên vật liệu.
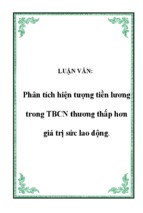
1.1.4Kỹ thuật quản lý trong quản lý sản xuất JIT
Minimizing Waste: Kanban
Production Control Systems
This puts the
Once the Production kanban is
system
back were
it was
ore th
receiv ed, the MachineCenter produces a unit to replace the one taken by the Assembly
Line people
in the
firstbef
place
Withdr awal kanban
M achine
Cente r
Storage
Part A
Production kanban
The process begins by the Assembly Line
people pulling Part A from Storage
Storage
Part A
Assem bly
Line
Material Flow
Card (signal) Flow
1.1.4.1 Kanban – card - hệ thống kểm soát sản xuất Kaban tr ong
JIT và hệ thống kéo (Pull system)
Kanban Production Contro l System:một hệ thống thẻ báo hay hệ
thống kiểm soát sản xu ất kéo sử dụng đơn giản và dễ quan sát để kiểm soát di
chuyển của nguyên vật liệu giữa trung tâm công v iệc cũng như các trung tâm
sản xu ất bố sung những nguyên vật liệu mới cho những thứ mà đã được gửi
đến cho trung tâm công v iệc t iếp theo.
Về nguồn gốc của nó, cái tên Kanban (dịch ra có nghĩa là “b iển báo”
(signboa rd ), hay báo hiệu nhìn ) lấy từ b iển báo của một cửa hàng đ ược nối
với các loại sản phẩm bán trong shop.Kaban thực ch ất là một cái thẻ hay
nhãn dán
vào các chi tiết bộ phận để cứ nơi sản xuất sử dụng một ch i tiết sẽ bóc nhãn
(thẻ đó) gửi quay lại đặt hang cho nơi sản xu ất trứơc sản xuất .
Thông qua sự quan sát hình ảnh trên các b iển (lấy ví dụ như sử dụng
những vòng tròn khác nhau để chỉ ra rằng c ửa hiệu có bán sơn) .khi t iến hành
áp dụng trong hệ thống sản xuất của Toyota (TPS), thẻ Kanban là một loại thẻ
được đính kèm theo với các nhà kho và các congtenơ chuyên chở. Nó xác
định số lượng và khả năng của các congtenơ, theo các thông tin khác, và có
được sử dụng để cung cấp thông tin một cách dễ hiểu h ơn, các biển hiệu dễ
quan sát gắn với các hoạt động chuyên biệt được yêu cầu .
Here the customer starts
JIT Demand-Pull
the process, pulling an inven tory item from Final Assemb ly…
Then sub-assembly
work is pulled forward by that
demand…
Fab
Ven
Fab
Ven
Fab
Ven
Fab
Ven
Sub
Fina
Customer
l
Sub
The proc ess continu es
throughout the entire production process and
supply chain
Trong thẻ kép (duel-card) củ a hệ thống Kanban Toyota .có hai loại thẻ
Kanban:
Thẻ Kanban sản xuất : t ín h iệu báo h iệu sự nhu cầu để sản xuất
thê m phụ tùng.
Thẻ rút Kanban: (Cũng đ ược gọi là kanban “di động” hay “ vận
chuyển”) báo hiệu nhu cầu phải lấy ra các phụ tùng từ một trung tâm công v iệc
13
và chuyển đến bước t iếp theo. Lo ại này được sử dụng kh i các nơi sản xuất ở
kh á xa nhau.
Trong hệ thống kéo, một số phương tiện báo h iệu khác đ ược sử dụng
thay cho hệ thống kanban. Ví dụ như, một congteno rỗng đơn chiếc ( cùng với
một thiết bị phù hợp đ ịnh dạng trong congtenno) có thể đ ược coi như là một
phương tiện để báo hiệu cho sự bổ sung thêm. Tương tự như vậy , một nhãn
dán, bảng màu vuông với kích thước phù hợp được sơn màu trên sàn của
shop. Nếu như chúng không bị che khuất và dễ qu an sát, chúng có thể chỉ
ra nhu cầu để có thêm một bảng màu khác của vật liệu từ điểm sản xu ất di
chuỷển lên đ ỉnh ô vuông rỗng tại điểm sử dụng.
Một hệ thống kanban được gắn v ới hệ thống kéo .bởi vì thẻ kanban
được sử dụng để kéo phụ tùng, thiết b ị cho các b ước t iếp theo của qu á trình
sản xu ất chỉ khi nào chúng được yêu cầu. khác với, hệ thống MRP (hoặc
với bất kỳ hệ thống hoạt động dựa trên lịch kế hoạch) là hệ thống đẩy, mà tại
đó kế hoạch chi tiết cho mỗ i bộ phận được s ử dụng để đẩy phụ tùng nguyên
vật liệu cho các bước tiếp theo trong quá trình sản xuất đã được lên kế
hoạch . Vì vậy mà t rong hệ thống đẩy, sự di chuyển của nguyên vật liệu xuất
hiện ch ỉ kh i mà các t rung tâm công việc đòi hỏi có thêm nguyên vật liệu hơn
và họ sẽ yêu cầu để được gửi đến.Trong khi hệ thống đẩy phân sưởng sản xu ất
nguyên vật liệu đoán trứơc nhu cầu của nơi nhận, nhược điểm của hệ thống
đẩy (mrp) là nhu cầu của khách hàng phải đ ược dự đoán trước và thời gian
trễ giữa các quá trình phải được định mức trước.một sự dự đoán tồi với kết
quả là tồn kho quá mức và khoảng cách giữa các quá trình là quá dài, lỗi
càng nhiều. Điểm yếu của hệ thống kéo là nó nó theo sau một triết lý của
sản xuất JIT là cần thiết, rất cần th iết . Đặc b iệt là liên quan đến các yếu tố
nh ư thời gian lắp đặt, và kích thước lô nhỏ .bời vì mỗi bước trong quá t rình
sản xuất phải được liên kết ch ặt chẽ để có thể phản ứng đựơc ngay khi được
yêu cầu.
Trong TPS, Ohno theo ông :thẻ báo hiệu đơn giản : các hộp rỗng v à
các xe thồ rỗng được gọ i là K anban. Kanban có ngh ĩa là dấu hiệu, bảng
hiệu, thẻ báo, poster, bảng thông báo, thẻ, nhưng nó được biết đến rộng rãi
14
hơn các loại báo hiệu khác. Gửi trả lại hộp rỗng – kanban- và đó là t ín h iệu
để làm đầy ch iếc
14
hộp này với số lượng th iết bị nhất đ ịnh hoặc gửi trả lại thẻ với các thông tin chi
tiết về phụ tùng và vị t rí của nó.tất cả các quy t rình sản xuất của Toyota
đ ều đang sử dụng Kanban giống như một hệ thống Kanban để quản lý và
đảm bảo luồng nguy ên vật liệu kịp thời trong hệ thống sản xuất JIT
1.1.4 .2 Tổ chức lao động và bố trí mặt bằng trong JIT
Tổ chức lao động trong JIT:
Có hai nguyên tắc trong tổ ch ức lao đông trong hệ thống sản xuất JIT
: tiêu chuẩn hoá các công việc và trao quyền cho ng ười lao động .
Nguyên tắc 1:Trong việc t iêu chuẩn hoá công việc, việc xây dựng các
bản hướng dẫn công v iệc trong hệ thống Jit dựa trên : thời g ian chuẩn (thời
gian cần thiết để hoàn tất một th ao tác phụ thuộc vào nhu cầu của khách hàng)
; trình tự thao tác hay theo quy trình; lượng tồn kho chuẩn sẵn có mà mỗi
công nhân riêng lẻ cần có để hoàn thành công việc của mình.
Tiêu chuẩn hoá công việc trong hệ thống sản xuất JIT tiếp thu có chọn
lọc và khắc phục được những nhược điểm của các mô h ình chuẩn hoá đã tồn
tại : ví dụ như phương ph áp quản lý khoa học của Fredrik Tay lor hay phương
pháp sản xuất củ a Ford , hay một ví dụ kinh điển về ch ương trình huấn luyện
t rong sản xuất củ a quân độ i Mỹ trong WWII (Training With in Industry)
làm n ền tảng trong mối hệ hợp tác giữa công nhân và quản lý.
Trong h ệ thống sản xuất JIT người ta dùng tiêu chuần hoá công việc nh ư
một công cụ khuyến khích tạo điều kiện cho sự sáng tạo của nhân viên ch ứ
không phải ép buộc để đem lại sự trì trệ t rong sản xu ất và cung ứng.
Nguyên tắc th ứ 2: trao quyền cho nhân viên : điều này nghe có vẻ giống
như điểm thứ 12 t rong chiết lý của Deming cha đẻ của quản lý chất lượng
hiện đại. Và đây cũng là nguyên tắc bất d i bất dịch trong TQM.
Nguyên tắc này khác hẳn với phương pháp quản lý khoa học của
Fredrick Taylor: ông co i công nhân của mình như những ch iếc máy cần được
vận hành càng hiệu quả càng tốt khác v ới mô hình này người lao động trong hệ
thống JIT được ủy quyền giao trách nhiệm đến từng cá nhân để từ đó tạo ra
một tổ chức linh hoạt như một thể hữu cơ, mà trong nó mỗi thành viên lao
động t ích cực,
- Xem thêm -