DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
CHƯƠNG III:
QUY MÔ CÔNG SUẤT VÀ NGUYÊN
LIỆU CH ́ NHÀ MÁY
Chương III: Quy mô công suất và nguyên liệu Nhà máy
Trang III-1
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
MỤC LỤC
I.
PHÂN TÍCH LỰA CHỌN SẢN PHẨM..............................................................3
I.1.
Chiến lược phát triển Công nghiệp Dịch vụ Dầu khí..........................................3
I.2.
Các Nhà máy sản xuất ống thép trên thế giới.....................................................4
I.3.
Lựa chọn đối tượng và thị trường tiêu thụ sản phẩm cho Nhà máy....................7
II.
QUY MÔ CÔNG SUẤT CỦA NHÀ MÁY.........................................................7
III.
NHU CẦU NGUYÊN VẬT LIỆU.......................................................................8
II.1.
Yêu cầu nguyên liệu cho nhà máy........................................................................8
II.1.1. Khái quát về vật liệu thép.....................................................................................8
II.1.2. Hàm lượng cacbon và cơ tính của thép.................................................................9
II.1.3. Hàm lượng cacbon tương đương và tính hàn của thép........................................10
II.2.
Phân tích lựa chọn nguyên liệu cho nhà máy......................................................11
II.2.1. Ống thép kết cấu chế tạo chân đế giàn khoan.....................................................11
II.2.2. Ống thép làm tuyến ống vận tải môi chất...........................................................23
II.3.
Tính toán nguyên liệu cần thiết cho Nhà máy.....................................................26
II.3.1. Khối lượng, số lượng thép tấm cần cung cấp......................................................26
II.3.2. Tính khối lượng dây hàn.....................................................................................28
II.4.
Điều kiện cung cấp nguồn nguyên liệu cho Nhà máy.........................................30
II.4.1. Nguồn nguyên liệu trong nước...........................................................................30
II.4.2. Nguồn nguyên liệu nhập khẩu............................................................................37
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-2
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
I.
PHÂN TÍCH LỰA CHỌN SẢN PHẨM
I.1.
Chiến lược phát triển Công nghiệp Dịch vụ Dầu khí
Trong những năm gần đây, nhờ có một nền tảng vững chắc, tốc độ tăng
trưởng của Tập đoàn dầu khí Việt Nam luôn ở mức cao, là ngành công nghiệp
mũi nhọn của nước ta, hàng năm đóng góp lớn cho nguồn thu ngân sách quốc
gia. Hiện nay, công nghiệp dầu khí được coi là ngành công nghiệp đi đầu
trong việc áp dụng các công nghệ tiên tiến trên thế giới. Tuy nhiên, các lĩnh
vực hoạt động sản xuất công nghiệp, đặc biệt trong lĩnh vực kỹ thuật, phục vụ
cho công nghiệp khai thác dầu khí của nước ta còn yếu, chủ yếu tập trung vào
các loại hình dịch vụ đơn giản như cung ứng lao động, cung cấp dịch vụ công
nghệ thấp… Các dịch vụ công nghệ phức tạp, đòi hỏi trình độ kỹ thuật cao
đều do các Công ty / Nhà thầu nước ngoài cung cấp.
Ngày 09/03/2006, Thủ tướng Chính phủ đã có Quyết định số 386/QĐ-TTg về
việc phê duyệt Chiến lược phát triển ngành Dầu khí Việt Nam đến năm 2015
và định hướng đến năm 2025 với mục tiêu tổng quát là: “Phát triển ngành
Dầu khí trở thành ngành kinh tế - kỹ thuật quan trọng, đồng bộ, bao gồm
tìm kiếm, thăm dò, khai thác, vận chuyển, chế biến, tàng trữ, phân phối,
dịch vụ và xuất, nhập khẩu. Xây dựng Tập đoàn Dầu khí mạnh, kinh
doanh đa ngành trong nước và quốc tế”.
Theo Dự thảo Báo cáo chính trị (lần 3) tai Đại hội đại biểu lần thứ I Đảng bộ
Tập đoàn Dầu khí Quốc ia Việt Nam (nhiệm kỳ 2010 – 2015) thì giá trị sử
dụng dịch vụ trong nội bộ Tập đoàn chiếm tỷ trọng 50% tổng nhu cầu dịch vụ
toàn Tập đoàn và tăng trưởng đạt 20%/ năm.
* Về nhóm dịh vu ky thuâ ̣t dâu khí: Tập trung đầu tư để thực hiện được Hợp
đồng EPC chế tạo và lắp đặt các công trình dầu khí (đóng giàn khoan, tàu dịch
vụ, tàu chứa dầu, lắp đặt đường ống, chế tạo lắp đặt giàn khoan khác, sửa chữa
giàn khoan khai thác, các phương tiện nổi, …), tự đảm nhận cung cấp 100%
các loại hình dịch vụ khảo sát trên bờ; 50% thiết kế cơ sở đối với các công
trình phức tạp cao về công nghệ; cung cấp 100% nhu cầu dịch vụ hỗ trợ sản
xuất phục vụ cho các hoạt đô ̣ng dầu khí trên biển cũng như trên đất liền.
* Về nhóm dịh vu vận hành bảo dưỡng: Tiến tới đảm nhâ ̣n vâ ̣n hành 100%
các giàn khai thác tại Viê ̣t Nam; đảm nhận toàn bộ công tác vận hành các
công trình khí; vận hành nhà máy lọc dầu, hoá dầu, phân bón, điện; thực hiện
công tác bảo dưỡng thường xuyên các nhà máy, công trình dầu khí; tự thực
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-3
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
hiện sửa chữa vừa và nhỏ các công trình dầu khí, hợp tác với đối tác nước
ngoài cho dịch vụ sửa chữa lớn, sửa chữa các trang thiết bị chuyên ngành.
* Về lĩnh vự̣ dịh vu khạ́: Đảm nhâ ̣n 100% dịch vụ vâ ̣n chuyển và phân phối
khí và các sản phẩm khí; vâ ̣n chuyển dầu thô và các sản phẩm hoá dầu đă ̣c
dụng; tiếp tục phát triển các hình thức Dịch vụ tư vấn thu xếp vốn; chuyển đổi
doanh nghiê ̣p; các hình thức cho thuê tài chính, Dịch vụ bảo hiểm dầu khí;
Dịch vụ ngân hàng và chứng khoán…
I.2.
Các Nhà máy sản xuất ống thép trên thế giới
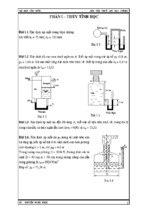
Theo thống kê của Lloyd ‘s Register, hiện nay trên thế có 38 nhà máy sản xuất
ống thép hàn. Trong số đó, có 15 nhà máy sản xuất ống đường kính từ 16
30 inch chiếm tỷ lệ cao nhất là 44% phân bố ở Nhật Bản và Hàn Quốc mỗi
nước có 4 nhà máy, ở châu Âu có 3 nhà máy, còn Trung quốc và Đài Loan
mỗi nước có 2 nhà máy. Tiếp theo, có 10 nhà máy sản xuất ống có đường
kính từ 32 48 inch chiếm 29% và 3 nhà máy sản xuất ống có đường kính 48
66 inch chiếm 9%. Còn lại là 18% với 6 nhà máy sản xuất ống có đường
kính từ 10 16 inch. Biểu đồ thống kê các nhà máy sản xuất ống thép hàn
trên thế giới như Hình III-1 và phân bố các nhà máy sản xuất ống có đường
kính từ 16 30 inch như Hình III-2 dưới đây.
Hình III.1: Thống kê các nhà máy sản xuất ống thép hàn trên thế giới
Tại châu Á có các nhà máy sản xuất ống loại 26 inch dày 22 mm của JFE
STEEL tại Nhật Bản, 30 inch dày 13 mm của SeAH STEEL tại Hàn Quốc và
loại 31 inch dày 25 mm của Shang Hai tại Trung Quốc.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-4
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Hình III.2: Phân bố các nhà máy sản xuất ống thép đường kính từ 1630”
Các loại nhà máy nêu trên được áp dụng công nghệ khác nhau như Roll
Bending, JCO và UOE. Các hình thức công nghệ này quy định quy trình sản
xuất rõ ràng, tuân thủ nghiêm ngặt theo những tiêu chuẩn chuyên ngành và
phải được kiểm định bởi các hãng đăng kiểm uy tín.
Bảng III-1: Các nhà máy sản xuất ống thép hàn kích thước từ 10 157
inch trên thế giới được đăng kiểm bởi Lloyd ‘s Register
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-5
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Phân bố và danh sách các nhà máy sử dụng công nghệ Roll Bending trên thế
giới như Hình II-3 và Bảng II-2 dưới đây.
Hình III.3: Phân bố các nhà máy sử dụng công nghệ Roll Bending
Bảng III-2: Các nhà máy sử dụng công nghệ Roll Bending
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-6
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
I.3.
Lựa chọn đối tượng và thị trường tiêu thụ sản phẩm cho Nhà máy
Khi đi vào hoạt động, Nhà máy sẽ tăng năng lực sản xuất ống thép của PVC
nói chung và của PV-PIPE nói riêng đáp ứng được nhu cầu của thị trường
trong nước. Đối tượng và thị trường tiêu thụ sản phẩm của nhà máy sẽ ống
thép công nghệ cung cấp cho các dự án đường ống dẫn dầu khí, các ống thép
kết cấu chế tạo chân đế giàn khoan, ... Sản phẩm được sản xuất trên dây
chuyền thiết bị hiện đại, công nghệ tiên tiến, đáp ứng mọi yêu cầu của khách
hàng theo tiêu chuẩn Việt Nam và Quốc tế… Có đủ khả năng thay thế sản
phẩm nhập khẩu cùng loại cung cấp cho thị trường Việt Nam, tiến tới xuất
khẩu sang thị trường khu vực. Mặt khác với lợi thế là đơn vị trong ngành dầu
khí thì khi đi vào hoạt động, dự kiến thị trường tiêu thụ sản phẩm của nhà máy
sẽ là các kho chứa chuẩn bị xây dựng như: Kho lạnh LPG Long An, kho lạnh
LPG Thị Vải, mở rộng kho chứa condensat Cái Mép, mở rộng kho xăng dầu
Nhà Bè, ...
II.
QUY MÔ CÔNG SUẤT CỦA NHÀ MÁY
Việc lựa chọn quy mô công suất của nhà máy dựa trên cơ sở như sau:
Như đã phân tích và tổng hợp trong các mụ III.1 đến mụ III.3 và Bảng
I.6, dựa trên nhu cầu thị trường trong nước và xuất khẩu ống thép ra thị
trường nước ngoài thì nhu cầu về ống thép như sau:
-
Từ năm 2011 đến 2015: Nhu cầu ước tính khoảng 436.200 tấn tức là
trung bình ước tính khoảng 87.200 tấn/năm, cung cấp cho các Dự án
đường ống dẫn khí, lọc hóa dầu, các nhà máy điện, các ngành công
nghiệp khác và xuất khẩu ra thị trường nước ngoài.
-
Từ năm 2016 đến 2025: Nhu cầu thống kê khoảng 382.000 tấn, tức là
ước tính trung bình khoảng 38.200 tấn/năm. Ngoài việc cung cấp ống
cho các Dự án như trên, từ năm 2014 dự kiến còn bổ sung thêm lượng
ống của các Dự án chế tạo khối chân đế giàn khoan và xuất khẩu ra
nước ngoài thì sản lượng ống thép sẽ tăng thêm.
Đối với nhà máy chế tạo ống thép, do kinh phí đầu tư rất lớn nên cần lựa
chọn quy trình công nghệ chế tạo và sản phẩm đáp ứng nhu cầu và có thể
cung cấp ngay cho thị trường để có thể thu hồi vốn nhanh chóng và tăng
hiệu quả đầu tư của Dự án.
Điểm qua công nghệ chế tạo ống tiên tiến hiện nay trên thế giới bao gồm
dây chuyền công nghệ JCO có công suất từ 70 100 ngàn tấn/năm, công
nghệ UOE có công suất từ 250 300 ngàn tấn/năm và công nghệ 3-Roll
Bending có công suất từ 100 240 ngàn tấn/năm.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-7
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Căn cứ theo Biên bản họp ngày 31/5/2010 về việc lập Dự án đầu tư xây dựng
công trình Nhà máy chế tạo ống thép giữa Công ty PV-PIPE, Công ty PVC-MS
và Công ty PVE.
Căn cứ vào Biên bản họp ngày 11/6/2010 về việc triển khai Dự án Nhà máy sản
xuất ống thép Dầu khí Việt Nam giữa Tổng Công ty PVC, Tổng Công ty PV
GAS, Công ty PV-PIPE, Công ty PVC-MS, Công ty PVE.
Từ các cơ sở trên đây, để đáp ứng nhu cầu về ống thép trong nước cho các Dự
án Lô B – Ô Môn và dự án đường ống Nam Côn Sơn II và xuất khẩu, sự
tương thích về nhu cầu với dây chuyền công nghệ, hợp lý trong bố trí dây
chuyền với diện tích khu đất và đảm bảo Dự án đạt hiệu quả cao, chọn công
suất nhà máy đạt khoảng 100,000 tấn/ năm phù hợp với dây chuyền công
nghệ 3-Roll Bending với chế đô ̣ làm viêc̣ 1 ca và 200,000 tấn/ năm với chế
đô ̣ làm viêc̣ 2 ca.
Việc lựa chọn dây chuyền công nghệ cho Nhà máy sản xuất ống thép sẽ được
phân tích cụ thể trong Chương IV: Lựa ̣họn phương án ̣ông nghệ của Thuyết
minh Dự án đầu tư và Thuyết minh thiết kế cơ sở.
III.
NHU CẦU NGUYÊN VẬT LIỆU
II.1.
Yêu cầu nguyên liệu cho Nhà máy
II.1.1. Khái quát về vật liệu thép
Trong cuộc sống cũng như trong các ngành công nghiệp hiện nay, thép là loại
vật liệu phổ biến nhất được sử dụng rất rộng rãi trên thế giới. Trong khoa học
vật liệu người ta chia thép làm hai loại chính gồm có thép cacbon (hay còn gọi
là thép thường) và thép hợp kim. Với những ưu điểm về giá thành và cơ tính
nên thép cacbon hiện chiếm tỷ trọng lên đến 90% tổng sản lượng thép được
sản xuất.
Thép là hợp kim của sắt và cacbon với hàm lượng cacbon nhỏ hơn 2,14% với
đặc tính nổi bật là tính dẻo. Tuy nhiên khi phân tích thành phần hoá học của
thép chúng ta thường thấy sự hiện diện của các nguyên tố hoá học khác (gồm
cả phi kim lẫn kim loại) với hàm lượng nhỏ. Nguyên nhân có mặt của các
nguyên tố hoá học trong thép là do trong giai đoạn luyện kim các nguyên tố đã
đi vào trong thép mà không cần phải khử bỏ do chúng cũng có lợi hoặc không
cần khử bỏ triệt để mặc dù chúng có hại nhưng rất tốn kém để khử bỏ hoàn
toàn.
Các tạp chất có lợi trong thép bao gồm Mangan (Mn) và Silic (Si): bất kỳ loại
thép nào dù có thành phần rất đơn giản thì cũng có Mangan và Silic với hàm
lượng không lớn hơn 1%. Hai nguyên tố này đi vào thành phần của thép theo
2 con đường:
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-8
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Quặng sắt có lẫn các hợp chất khác như ôxyt mangan, ôxyt silic, trong
quá trình luyện gang chúng bị hoàn nguyên (MnO Mn, SiO2 Si) đi
vào gang rồi vào thép.
Khi luyện thép phải dùng fero-mangan và fero-silic để khử oxy, phần
không tác dụng hết với oxy sẽ đi vào thành phần của thép.
Các tạp chất có hại trong thép bao gồm Phốt pho (P) và Lưu huỳnh (S): hai
nguyên tố này đi vào thành phần của gang và thép qua con đường quặng sắt và
nhiên liệu (than coke khi luyện gang). Những nguyên tố này làm cho thép trở
nên giòn do đó phải khử bỏ đến giới hạn cho phép, thông thường quy định
hàm lượng của mỗi nguyên tố này trong thép không vượt quá 0,05%.
Trong quá trình luyện gang, thép một số nguyên tố phi kim có mặt trong
không khí cũng hoà tan vào thép lỏng trong lò luyện. Các nguyên tố này đặc
biệt có hại như làm thép không đồng đều về tổ chức (gây nên tập trung ứng
suất) và tăng tính giòn. Tuy nhiên hàm lượng của các tạp chất này rất nhỏ, khó
phân tích nên chúng không được quan tâm trong thành phần của thép.
Trong công nghiệp luyện kim hiện nay sử dụng ngày càng nhiều gang, thép,
hợp kim phế liệu nên ngày càng tăng lên hàm lượng các nguyên tố Crôm (Cr),
Niken (Ni) và đồng (Cu) chúng có lợi nhưng được khống chế thành phần nhỏ
hơn 0,3% cho mỗi nguyên tố và tổng lượng của các nguyên tố này không quá
0,5%. Ngoài ra còn có các nguyên tố như Vonfram, Môlipđen, Titan với hàm
lượng được khống chế 0,05% cho từng nguyên tố.
II.1.2. Hàm lượng cacbon và cơ tính của thép
Cacbon có ảnh hưởng rất lớn đến cơ tính của thép nên nó quyết định phần lớn
công dụng của thép. Muốn quyết định ứng dụng một loại thép nào đó vào một
mục đích cụ thể thì việc đầu tiên cần xem xét là hàm lượng của cacbon sau đó
mới xem xét đến các nguyên tố hợp kim. Điều đặc biệt là khi ta thay đổi một
lượng cacbon khoảng 0,05% có thể tạo ra các nhóm thép có cơ tính đối lập
nhau mà không nguyên tố nào khác có được tính chất này.
Thép cacbon thấp (≤ 0,25%) có độ dẻo, độ dai cao nhưng độ bền, độ
cứng lại thấp, chúng được dùng làm kết cấu xây dựng, tấm lá để dập
nguội.
Thép cacbon trung bình (0,3 ÷ 0,5%) có độ bền, độ cứng, độ dẻo, độ dai
đều khá cao tuy không phải là cao nhất nhưng nói chung nhóm thép này
có cơ tính tổng hợp cao nên được sử dụng nhiều làm các chi chịu tải
trọng tĩnh lớn và chịu va đập tốt.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-9
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Thép cacbon tương đối cao (0,55 ÷ 0,65%) với ưu điểm là có độ cứng
tương đối cao, giới hạn đàn hồi cao nhất phù hợp làm các chi tiết chịu
đàn hồi.
Thép cacbon cao (≥ 0,70%) có ưu điểm độ cứng và độ chống mài mòn
đều rất cao và làm dụng cụ cắt gọt trong gia công cơ khí.
Hàm lượng cacbon trong thép ảnh hưởng lớn đến tính hàn và khả năng dập
nguội, dập sâu của thép. Thép có hàm lượng cacbon thấp dễ hàn và dễ dập.
Hàm lượng cacbon cũng ảnh hưởng đến khả năng cắt của thép. Hàm lượng
cacbon cao (thép cứng) và hàm lượng cacbon thấp (thép dẻo) đều gây khó
khăn cho gia công cắt.
II.1.3. Hàm lượng cacbon tương đương và tính hàn của thép
Trong công nghệ chế tạo ống thép chịu lực bằng phương pháp hàn cần quan
tâm đến tính hàn của thép tấm được sử dụng làm thành ống. Ở phần trên
chúng ta đã xem xét đến đặc trưng cơ tính của thép phụ thuộc vào hàm lượng
của cacbon đơn thuần, tuy nhiên khi xem xét đến tính hàn của thép chúng ta
không chỉ quan tâm đến hàm lượng cacbon trong thép mà cần xét đến thành
phần của các nguyên tố khác có trong thép. Trong công nghệ vật liệu chúng ta
sử dụng khái niệm hàm lượng cacbon quy đổi hay còn gọi tên hàm lượng
cacbon tương đương (Carbon Equivalent - CE) để đánh giá tính hàn của một
vật liệu thép, tính theo công thức:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
(tính theo phân trăm khối lượng)
Nhìn chung để đảm bảo tính hàn của thép phải đảm bảo hàm lượng C ≤ 0,22%
(nếu hàm lượng C ≥ 0,25% tính hàn của thép đã trở nên kém) đồng thời hàm
lượng cacbon tương đương phải nhỏ hơn 0,55%.
Ý nghĩa thực tế của chỉ số cacbon tương đương được giải thích trên cơ sở
nghiên cứu tổ chức vật liệu xung quanh mối hàn. Khi thực hiện mối hàn trên
vật liệu thép, một phần thép sẽ bị nung nóng đến nhiệt độ cao (khoảng trên
1.000 0C) và chảy mềm, hạt austenit bị lớn lên và khi nguội trong không khí sẽ
chuyển pha thành hỗn hợp ferit + xêmentit nhỏ, mịn dạng xoócbit hay trôxtit
tuy bền nhưng kém dẻo dai. Do đó tại vị trí lân cận vật liệu mối hàn và vùng
ảnh hưởng nhiệt (vùng sát với vùng chảy mềm) là những vùng giòn nhất, dễ bị
gãy nhất khi làm việc. Chính vì lí do này mà chúng ta phải giới hạn hàm
lượng cacbon và các nguyên tố hợp kim trong thép.
Kết luận: Như vậy thép được sử dụng để Chế tạo ống thép dùng làm kết cấu
hoặc làm tuyến ống dẫn chịu áp lực là loại thép có hàm lượng cacbon thấp và
có tính hàn tốt.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-10
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
II.2.
Phân tích lựa chọn nguyên liệu cho nhà máy
Các công trình phục vụ khai thác, vận chuyển đầu khí đều là những công trình
đồ sộ, giá thành rất cao. Kết cấu các công trình dầu khí đều làm việc trong các
điều kiện tải trọng lớn và điều kiện môi trường khắc nghiệt, do vậy từ vật liệu
đến qui trình chế tạo, lắp dựng… đều phải tuân thủ theo các tiêu chuẩn Quốc
tế như: API, ASTM, DNV, JIS.
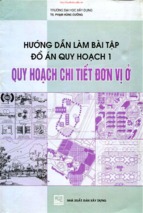
Trong công nghiệp chế tạo chân đế giàn khoan phục vụ việc khai thác dầu thô
hoặc khí đốt trên biển cần sử dụng một khối lượng lớn ống thép được chế tạo
bằng phương pháp hàn theo tiêu chuẩn chế tạo ống thép kết cấu API SPEC
2B. Trong công nghiệp khai thác, chế biến hoá chất dầu khí các tuyến ống vận
tải môi chất dưới dạng pha lỏng, pha khí hoặc hỗn hợp hai pha lỏng – khí có
áp lực vận hành lớn được chế tạo từ ống thép hàn theo tiêu chuẩn API SPEC
5L.
Hình III.1: Thi công chế tạo chân đế giàn khoan dầu khí
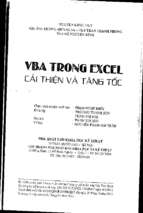
II.2.1. Ông thép kết cấu chế tạo chân đế giàn khoan
Do điều kiện làm việc và điều kiện môi trường khắc nghiệt cũng như tải trọng
bản thân của kết cấu lớn nên các loại thép dùng để chế tạo kết cấu chân đế
giàn khoan phải tuân thủ theo tiêu chuẩn chế tạo xác định. Độ bền cơ tính,
phân lớp và phân nhóm của từng vật liệu thép sử dụng trong kết cấu phải được
ấn định bởi đơn vị thiết kế công trình. Các công trình dầu khí thường đòi hỏi
độ an toàn cao cho nên phải kiểm soát chặt chẽ các công đoạn trong từng quá
trình tính toán, thiết kế, gia công chế tạo và thực hiện thi công lắp đặt bằng
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-11
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
các quy trình hoặc tiêu chuẩn. Trong giai đoạn gia công chế tạo ống thép hàn,
nguyên liệu thép được nhập về phải được kiểm soát cẩn thận do vậy chứng chỉ
sản xuất của xưởng cán thép, chứng nhận của đơn vị kiểm định cấp cho lô
thép theo tiêu chuẩn ASTM A6 hoặc ASTM A20 là những tài liệu, chứng cứ
xác nhận lô thép được sản xuất theo đúng tiêu chuẩn của nhà thiết kế công
trình yêu cầu. Những vật liệu thép không rõ ràng về nguồn gốc xuất sứ hoặc
không đáp ứng được các thông số kỹ thuật yêu cầu tuyệt đối không sử dụng
trong công trình.
Thép kết cấu dù được sản xuất theo các tiêu chuẩn khác nhau trên thế giới thì
đều được phân nhóm và phân lớp theo phương thức nhất định. Việc phân lớp
và phân nhóm các loại thép kết cấu cho phép chúng ta phân biệt được cơ tính
của vật liệu và tính công nghệ của thép.
Phân nhóm thép: thép được phân nhóm theo cấp độ sức bền và theo tính hàn
của chúng như sau:
Phân nhóm I: đại diện cho loại thép mềm với giới hạn chảy tối thiểu
(specified minimum yield strength) không lớn hơn 280 Mpa (40 ksi) đồng thời
hàm lượng cacbon tương đương không vượt quá 0,4%. Phân nhóm I là các
thép có đặc trưng mềm và dễ hàn cho nên có thể áp dụng bất kỳ phương pháp
hàn nào được mô tả trong hàn thép kết cấu AWS D1.1.
Phân nhóm II: là nhóm thép có sức bền trung bình với giới hạn chảy tối thiểu
nằm trong dải giá trị trên 280 Mpa (40 ksi) đến 360 Mpa (52 ksi). Thép kết
cấu thuộc phân nhóm II có hàm lượng cacbon tương đương lên đến 0,45%
hoặc cao hơn nên công nghệ hàn áp dụng cho thép thuộc phân nhóm này được
sử dụng là công nghệ hàn hydro thấp (low hydrogen welding process).
Phân nhóm III: là nhóm thép có sức bền cao với giới hạn chảy tối thiểu lớn
hơn 360 MPa (52 ksi). Thép thuộc phân nhóm III khi được sử dụng cần quan
tâm đến các yếu tố sau:
Chú ý đến tính hàn của thép và có thể phải áp dụng quy trình hàn đặc
biệt.
Chú ý đến độ bền mỏi của thép do nguyên nhân bắt nguồn từ việc sử
dụng trong điều kiện ứng suất làm việc cao.
Chú ý đến độ bền nứt của vật liệu có quan hệ với yếu tố chế tạo như quy
trình sản xuất, quy trình kiểm tra hoặc do yếu tố hoạt động như ứng suất
sinh ra trong quá trình hoạt động, môi trường nhiệt độ xung quanh.
Phân lớp: Trong giai đoạn thiết kế công trình dầu khí hoạt động trên biển,
đơn vị tư vấn thiết kế công trình luôn quan tâm đến tính bền nứt của loại vật
liệu thép được sử dụng có phù hợp với điều kiện làm việc của chúng trong
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-12
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
công trình hay không. Xét theo mục đích này thép được phân lớp theo các
phân lớp A, B và C như sau:
Phân lớp C: những thép đã có một quá trình ứng dụng thành công trong các
kết cấu hàn với nhiệt độ làm việc trên nhiệt độ đóng băng nhưng không yêu
cầu kiểm tra độ dai va đập. Những loại thép thuộc phạm vi phân lớp này
thường được ứng dụng cho các thành phần kết cấu quan trọng mà có bề dày bị
hạn chế, ít ràng buộc liên kết, ít tập trung ứng suất, gần như chỉ chịu tải trọng
tĩnh. Như vậy thép thuộc phân lớp C có ứng dụng làm cọc, chân ống và thanh
giằng của chân đế, làm chân đỡ và hệ giằng của sàn công nghệ trên topside
của giàn khoan.
Phân lớp B: thép thuộc phạm vi của phân lớp B thường áp dụng cho các chi
tiết có bề dày trung bình làm việc trong môi trường mà nhiệt độ thấp gần điểm
đóng băng, các chi tiết đó chịu ràng buộc liên kết, tập trung ứng suất, chịu tải
trọng va đập, không có các chi tiết phụ bảo vệ chúng, cần thiết phải tăng
cường độ dai nứt. Nếu yêu cầu kiểm tra độ dai va đập, các loại thép thuộc
phân lớp B thường có năng lượng hấp thụ tối thiểu 20J đối với phân nhóm I và
35J đối với phân nhóm II tại nhiệt độ hoạt động thấp nhất dự đoán được. Nhìn
chung thép thuộc phân lớp B thoả mãn yêu cầu kiểm tra độ dai kiểm tra va
đập ở nhiệt độ nằm trong khoảng 0 oC ÷ 10oC (32oF ÷ 50oF) với phương pháp
kiểm tra theo quy định của tiêu chuẩn ASTM A673.
Phân lớp A: những chi tiết đòi hỏi phải làm việc ở nhiệt độ dưới điểm đóng
băng và chịu tác động của các tổ hợp lực gây ra ứng suất tới hạn, các tổ hợp
tải trọng tác động trong trường hợp này đối lập với các tải trọng đã được nêu
ra như ở phân lớp C và B. Để đảm bảo khả năng làm việc ổn định do tổ hợp
tải trọng gây ra ứng suất tới hạn cần đảm bảo kết quả kiểm tra độ dai va đập
của vật liệu ở nhiệt độ thấp hơn nhiệt độ làm việc dự đoán được từ 20 oC ÷
30oC (36oF ÷ 54oF) có năng lượng hấp thụ thoả mãn yêu cầu đặt ra trong thiết
kế. Sở dĩ phải thực hiện việc kiểm tra độ dai va đập ở nhiệt độ thấp nhất có thể
là để dự trữ độ bền nứt giúp ngăn cản sự phát triển mầm vết nứt từ những
khuyết tật đã tồn tại bên trong vật liệu và làm ngưng quá trình rách trong các
tấm thép có bề dày lớn. Thép thuộc phân lớp A thông thường có thể thoả mãn
yêu cầu kiểm tra độ dai va đập trong dải nhiệt độ -40oC ÷ -20oC (-40oF ÷ -4oF).
Tần suất kiểm tra độ dai va đập đối với thép thuộc phân lớp A tuân thủ theo
đặc tính kỹ thuật ấn định trong đơn đặt hàng, trong trường hợp không có yêu
cầu nào khác việc kiểm tra theo lô hàng sẽ được thực hiện.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-13
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Hình III.2: Mô tả kết cấu một chân đế giàn khoan dầu khí
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-14
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Hình III.3: Minh họa thông số đường kính và bề dày ống thép của một panel
trong kết cấu chân đế giàn khoan
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-15
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Bảng III.1: Thông số thép kết cấu dạng tấm.
Độ bền chảy
(MPa)
Độ bền kéo
(MPa)
ASTM A36 (to 50 mm thk.)
ASTM A131 Gr.A (to 13 mm thk.)
ASTM A285 Gr.C (to 19 mm thk.)
API 5L Gr.B
250
235
205
240
400 – 550
400 – 490
380 – 515
415 min.
B
ASTM A131 Gr.B, D
ASTM A516 Gr.65
ASTM A573 Gr.65
ASTM A709 Gr.36T2
235
240
240
250
400 – 490
450 – 585
450 – 530
400 – 550
I
A
ASTM A131 Gr.CS, E
235
400 – 490
II
C
ASTM A572 Gr.42 (to 50 mm thk.)*
ASTM A572 Gr.50 (to 50 mm thk.)*
ASTM A591 (required over 13 mm thk.)
290
345
415 min.
450 min.
II
B
ASTM A709 Gr.50T2, 50T3
ASTM A131 Gr.AH32 (to 13 mm thk.)
ASTM A131 Gr.AH36 (to 13 mm thk.)
345
315
350
450 min.
470 – 585
490 – 620
II
A
API Spec. 2H Gr.42
Gr.50 (to 64 mm thk.)
(over 64 mm thk.)
290
345
325
430 – 550
483 – 620
483 – 620
API Spec. 2W Gr.42 (to 25 mm thk.)
(over 25 mm thk.)
Gr.50 (to 25 mm thk.)
(over 25 mm thk.)
Gr.50T (to 25 mm thk.)
(over 25 mm thk.)
Gr.60 (to 25 mm thk.)
(over 25 mm thk.)
290 – 462
290 – 427
345 – 517
345 – 483
345 – 522
345 – 517
414 – 621
414 – 586
427 min.
427 min.
448 min.
448 min.
483 min.
483 min.
517 min.
517 min.
API Spec. 2Y Gr.42 (to 25 mm thk.)
(over 25 mm thk.)
Gr.50 (to 25 mm thk.)
(over 25 mm thk.)
Gr.50T (to 25 mm thk.)
(over 25 mm thk.)
290 – 462
290 – 427
345 – 517
345 – 483
345 – 552
345 – 517
427 min.
427 min.
448 min.
448 min.
483 min.
483 min.
ASTM A131 Gr.DH32, EH32
Gr.DH36, EH36
ASTM A537 Cl.I (to 64 mm thk.)
ASTM A633 Gr.A
Gr.C, D
ASTM A678 Gr.A
315
350
345
290
345
345
470 – 585
490 – 620
485 – 620
435 – 570
485 – 620
485 – 620
ASTM A537 Cl.II (to 64 mm thk.)
ASTM A678 Gr.B
415
415
550 – 690
550 – 690
Phân
nhóm
Phân
lớp
I
C
I
III
A
Tên vật liệu và thông số kỹ thuật
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-16
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Phân
nhóm
Phân
lớp
Tên vật liệu và thông số kỹ thuật
Độ bền chảy
(MPa)
Độ bền kéo
(MPa)
414 – 621
414 – 586
414 – 621
414 – 586
517 min.
517 min.
517 min.
517 min.
515
450
415
585
515
485
API Spec. 2W Gr.60 (to 25 mm thk.)
(over 25 mm thk.)
API Spec. 2Y Gr.60 (to 25 mm thk.)
(over 25 mm thk.)
ASTM A710 Gr.A Cl.3 (quenched &
precipitation heat treated)
Thru 50 mm
50 mm to 100 mm
Over 100 mm
(*): hàm lượng Vanadium lớn nhất cho phép = 0,1% V.
Bảng III.2: Thông số ống thép kết cấu theo tiêu chuẩn API RP 2A-LRFD.
Độ bền chảy
(MPa)
Độ bền kéo
(MPa)
ASTM A53 Gr.B
ASTM A135 Gr.B
ASTM A139 Gr.B
ASTM A500 Gr.A
ASTM A501
API 5L Gr.B
240
240
240
230
250
240
415 min.
415 min.
415 min.
310 min.
400 min.
415 min.
B
ASTM A106 (Normalized)
ASTM A524 Gr.I (thru 10mm)
Gr.II (over 10mm)
240
240
205
415 min.
415 min.
380-550
I
A
ASTM A333 Gr.6
ASTM A334 Gr.6
240
240
415 min.
415 min.
II
C
API 5L Gr. X42; 2% max. cold
expansion
API 5L Gr. X52; 2% max. cold
expansion
ASTM A500 Gr.B
ASTM A618
290
360
290
345
415 min.
455 min.
400 min.
485 min.
II
B
API 5L Gr.X52 with SR5, SR6, or
SR8
360
455 min.
Phân
nhóm
Phân
lớp
I
C
I
Tên vật liệu và thông số kỹ thuật
Kết luận: Với mục đích chế tạo chân đế giàn khoan các vật liệu thép thuộc
phân nhóm II và phân lớp A, B, C phù hợp để chế tạo ống thép hàn làm cấu
kiện của kết cấu. Tên gọi và thông số cơ tính của thép tấm phục vụ mục đích
chế tạo chân đế giàn khoan được chỉ ra trong bảng liệt kê dưới đây.
Trong bảng liệt kê các mác thép tấm được sử dụng làm kết cấu chân đế giàn
khoan của tiêu chuẩn API RP 2A-LRFD có bốn mác thép nổi bật, được sử
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-17
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
dụng phổ biến đó là các mác thép sản xuất theo tiêu chuẩn API SPEC 2H, API
SPEC 2W, API SPEC 2Y và API SPEC 5L. Dưới đây chúng ta sẽ lần lượt
xem xét sơ bộ đến cơ tính và thành phần hoá học của 4 mác thép này.
Hình III.4: Các thông tin vật liệu ống thép theo tiêu chuẩn API SPEC 2B
II.2.1.1. Thép tấm cacbon mangan – API SPEC 2H
Thép tấm theo tiêu chuẩn API SPEC 2H gồm có hai cấp (Grade 42 và Grade
50) với sức bền cơ tính trung bình, bề dày của tấm thép có thể lên đến 4 in
(100mm) được sử dụng với mục đích chính là làm ống thép kết cấu chân đế
giàn khoan tại vị trí nút liên kết.
Thành phần hoá học:
Nguyên tố hoá học
Cấp
C
Gr.42 0.18
Mn
0.901.35
P
S
Si
Co
0.03 0.01 0.05- 0.04
0.40
Gr.50 0.18
1.151.60
0.03 0.01 0.05- 0.01 0.0050.40
0.05
0.04
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Ti
0.05
Al
0.020.06
N
0.012
0.020.06
0.012
CEmax
0.43
(t≤2.5”)
0.45
(t>2.5”)
0.43
(t≤2.0”)
0.45
(t>2.0”)
Trang III-18
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Cơ tính của vật liệu:
Giới hạn chảy
t ≤ 2.5”
t > 2.5”
Giới hạn bền kéo
Độ giãn dài tương đối (%)
t = 2.0”
t = 8.0”
Gr.42
Gr.50
289 (MPa)
289 (MPa)
427 – 565 (MPa)
345 (MPa)
324 (MPa)
483 – 620 (MPa)
24
20
23
18
Năng lượng hấp thụ va đập:
Cấp
Kiểu mẫu
Cỡ mẫu
(mm)
Bộ mẫu
(min)
Mẫu đơn
(min)
A
B
C
D
E
A
B
C
D
E
10 x 10
7.5 x 10
5 x 10
7.5 x 10
5 x 10
10 x 10
7.5 x 10
5 x 10
7.5 x 10
5 x 10
34
34
34
26
18
41
41
41
31
20
27
27
27
20
14
34
34
34
26
18
Gr.42
Gr.50
Nhiệt độ
kiểm
nghiệm
- 40oC
- 40oC
- 40oC
- 46oC
- 62oC
- 40oC
- 40oC
- 40oC
- 46oC
- 62oC
II.2.1.2. Thép tấm cacbon sản xuất theo công nghệ điều khiển cơ nhiệt (TMCP) –
API SPEC 2W:
Thép tấm theo tiêu chuẩn API SPEC 2W có bốn cấp với sức bền cơ tính trung
bình, bề dày của tấm thép có thể lên đến 6 in (150mm) đối với các cấp Gr.40,
Gr.50 và Gr.50T; đến 4 in. đối với cấp Gr.60 được sử dụng với mục đích
chính là làm ống thép kết cấu chân đế giàn khoan tại vị trí nút liên kết hoặc
làm các tấm tăng cứng.
Thành phần hoá học:
Nguyên tố hoá học
Cấp
Gr.42
C
0.16
Gr.50
&50T
Gr.60
0.16
0.16
Mn
0.901.35
1.151.60
1.151.60
P
0.03
S
0.01
0.03
0.01
0.03
0.01
Si
0.050.50
0.050.50
0.050.50
Ni
0.75
Cr
0.25
Mo
0.08
Cu
0.35
0.75
0.25
0.08
0.35
1.00
0.25
0.15
0.35
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
CEmax
0.39 (t≤1.5”)
0.41 (t>1.5”)
0.39 (t≤1.5”)
0.41 (t>1.5”)
0.42 (t≤1.5”)
0.45 (t>1.5”)
Trang III-19
DỰ ÁN ĐẦU TƯ XÂY DỰNG CÔNG TRÌNH
“NHÀ MÁY CHẾ TO ́ ÔNG THÉP”
THUYẾT MINH DỰ ÁN ĐẦU TƯ
Cơ tính của vật liệu
Gr.42
Giới hạn chảy
t ≤ 1.0”
290 – 462 (MPa)
t > 1.0”
290 – 427 (MPa)
Giới hạn bền
427 (MPa)
kéo
Độ giãn dài
tương đối (%)
t = 2.0”
24
t = 8.0”
20
Gr.50
Gr.50T
Gr.60
345 – 517 (MPa)
345 – 483 (MPa)
448 (MPa)
345 – 552 (MPa)
345 – 417 (MPa)
483 (MPa)
414 – 612 (MPa)
414 – 586 (MPa)
517 (MPa)
23
18
23
18
22
16
Năng lượng hấp thụ va đập
Cấp
Gr.42
Gr.50
Gr.60
Kiểu mẫu
Cỡ mẫu
(mm)
Bộ mẫu
(min)
Mẫu đơn
(min)
A
10 x 10
34
27
Nhiệt độ
kiểm
nghiệm
- 40oC
B
7.5 x 10
34
27
- 40oC
C
5 x 10
34
27
- 40oC
D
7.5 x 10
26
20
- 46oC
E
5 x 10
18
14
- 62oC
A
10 x 10
41
34
- 40oC
B
7.5 x 10
41
34
- 40oC
C
5 x 10
41
34
- 40oC
D
7.5 x 10
31
26
- 46oC
E
5 x 10
20
18
- 62oC
A
10 x 10
48
41
- 40oC
B
7.5 x 10
48
41
- 40oC
C
5 x 10
48
41
- 40oC
D
7.5 x 10
35
31
- 46oC
E
5 x 10
24
20
- 62oC
II.2.1.3. Thép tấm cacbon được tôi và ram – API SPEC 2Y:
Thép tấm theo tiêu chuẩn API SPEC 2Y có bốn cấp với sức bền cơ tính trung
bình, bề dày của tấm thép có thể lên đến 6 in (150mm) đối với các cấp Gr.40,
Gr.50 và Gr.50T; đến 4 in. đối với cấp Gr.60 được sử dụng với mục đích
chính là làm ống thép kết cấu chân đế giàn khoan tại vị trí nút liên kết hoặc
làm các tấm tăng cứng.
Chương III: Quy mô công suất và nguyên liệu cho Nhà máy
Trang III-20
- Xem thêm -