General Mechanical Engineering
4.33
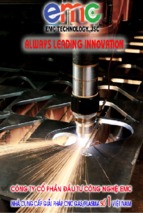
§3. Gia công bằng áp lực
- Thí
Thí nghiệ
nghiệm kéo biế
biến dạng
r
F
l0
A0
r
F
+ Mẫu thử
thử trụ
trụ tròn,
tròn, chiề
chiều dài l0, diệ
diện tích tiế
tiết diệ
diện ngang A0
+ Kéo mẫu thử
thử bằng lực F, đo biế
biến dạng dài Δl
+ Vẽ đồ thị
thị quan hệ biế
biến dạng - ứng suấ
suất
∆l
� biế
biến dạng
ε=
l0
� ứng suấ
suất
σ=
F
A0
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.34
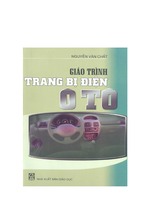
ứng suất
→ Quá
Quá trì
trình biế
biến dạng của kim loạ
loại
r
σ
F
l0
A0
B
A
C
+ biế
biến dạng ε =
∆l
l0
+ ứng suấ
suất σ =
F
A0
D
r
ε
F
0
+ Biế
Biến dạng đàn hồi (0A)
� mẫu chỉ
chỉ biế
biến dạng đàn hồi, ứng suấ
suất và biế
biến dạng thay đổi tuyế
tuyến tính
� dỡ bỏ tải trọ
trọng → trở
trở lại hình dạng,
ng, kích thướ
thước đầu
+ Biế
Biến dạng dẻo-đàn hồi (AB)
� quá
quá trì
trình chả
chảy dẽo của vật liệ
liệu dướ
dưới tác dụng của lực
� dỡ bỏ tải trọ
trọng → không trở
trở lại hình dạng,
ng, kích thướ
thước ban đầu
+ Điể
Điểm C đánh dấu giai đoạ
đoạn mất ổn định của quá
quá trì
trình kéo mẫu
+ Điể
Điểm D đánh dấu sự xuấ
xuất hiệ
hiện đứt gãy của mẫu → khả
khả năng biế
biến dạng
không còn nữa
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
1
General Mechanical Engineering
4.35
- Gia công bằng áp lực là dựa vào tính dẻo của kim loạ
loại, dùng ngoạ
ngoại lực của
thiế
thiết bị để làm kim loạ
loại biế
biến dạng dẻo theo hình dạng yêu cầu
- Kim loạ
loại vẫn giữ
giữ dượ
dược tính nguyên vẹn, không bị phá
phá hủy
- Gồm các phương phá
pháp: cán, kéo, rèn, dập thể
thể tích,
ch, dập tấm, …
- Chỉ
Chỉ dùng cho vật liệ
liệu dẻo như thé
thép, đồng,
ng, hợp kim nhôm,
nhôm, …
- Ưu điể
điểm
+ Không phoi,
phoi, ít hao kim loạ
loại, năng suấ
suất cao
+ Sau gia công chấ
chất lượ
lượng kim loạ
loại đượ
được cải thiệ
thiện
→ Các chi tiế
tiết quan trọ
trọng đượ
được gia công bằng áp lực
+ Đạt độ chí
chính xác cao hơn đúc
- Chú
Chú ý: kim loạ
loại biế
biến dạng dẻo tạo ứng suấ
suất dư bên trong,
trong, bề mặt cứng
nguộ
nguội có thớ
thớ, không đẳng hướ
hướng
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.36
I. Cán (roll forming)
forming)
- Cán là một phương phá
pháp ép kim loạ
loại bằng cách cho kim loạ
loại đi giữ
giữa 2
trụ
trục quay của máy cán, phôi biế
biến dạng và di chuyể
chuyển nhờ
nhờ sự quay liên tục
của trụ
trục cán và ma sát giữ
giữa trụ
trục cán và phôi
- Cán sản xuấ
ấ
t
ra
75%
s
ả
n
phẩ
xu
phẩm gia công bằng áp lực
b0
h
b
h0
Sơ đồ cán
Cán nóng phôi thé
thép tấm
- Hai phương phá
pháp cán
+ cán nguộ
nguội: cán không gia nhiệ
nhiệt, chỉ
chỉ dùng cho tấm mỏng
+ cán nóng:
ng: cán có gia nhiệ
nhiệt >8000C nhằ
nhằm giả
giảm lực cán và tăng khả
khả
năng biế
biến dạng dẽo
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
2
General Mechanical Engineering
4.37
- Một số sơ đồ cán thườ
thường dùng
- Tính chấ
chất kim loạ
loại sau cán: hạt mịn hơn,
hơn, độ bền tăng
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.38
- Trụ
Trục cán hình trụ
trụ trơn → cán thé
thép tấm (2 ~ 60 mm)
- Trụ
Trục cán định hình → cán thé
thép định hình I, U, V, L, H, …, cán ống tròn,
tròn,
chữ
chữ nhậ
nhật, …
- Chú
Chú ý: kim loạ
loại gia công đượ
được biế
biến dạng qua nhiề
nhiều bướ
bước trướ
trước khi đạt
đến hình dạng cuố
cuối cùng
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
3
General Mechanical Engineering
4.39
II. Kéo (drawing)
drawing)
- Phôi đượ
được vuố
vuốt dài qua lỗ khuôn xác định có kích thướ
thước nhỏ
nhỏ hơn phôi
ban đầu. Thườ
Thường dùng cho kéo dây đồng,
ng, kẽm, nhôm,
nhôm, ….
- Tốc độ kéo khoả
khoảng 20 ~ 50 m/phú
m/phút
- Có thể
thể kéo đượ
được phôi rỗng hay phôi đặc
- Có khả
khả năng đạt độ chí
chính xác cao hơn đúc, cán
- Vật liệ
liệu sau khi kéo bị cứng nguộ
nguội, độ bền tăng,
tăng, độ dẻo giả
giảm
- Khuôn bằng hợp kim cứng hoặ
hoặc kim cương để trá
tránh mài mòn nhanh
- Giả
Giảm ma sát giữ
giữa khuôn và vật bằng cách bôi trơn dầu hay graphic, chế
chế
tạo mặt khuôn có độ bóng cao
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.40
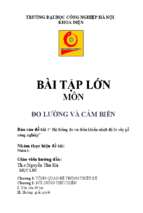
III. Ép (extrusion)
extrusion)
- Phôi đượ
được nung nóng và ép qua lỗ định hình để có đượ
được hình dạng,
ng, kích
thướ
thước yêu cầu
- Có hai loạ
loại ép: ép trự
trực tiế
tiếp và ép giá
gián tiế
tiếp
Closure plate
Die
Container
Ram
Extruded metal
INDIRECT EXTRUSION
- Thườ
Thường sử dụng cho các chi tiế
tiết có tiế
tiết diệ
diện phứ
phức tạp
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
4
General Mechanical Engineering
4.41
- Vật liệ
liệu ép: kẽm, nhôm,
nhôm, đồng,
ng, thiế
thiết, chì
chì, …
- Độ chí
chính xác chấ
chất lượ
lượng bề mặt tăng
- Cơ tính vật liệ
liệu sau gia công tăng
- Vật liệ
liệu sau khi kéo bị cứng nguộ
nguội, độ bền tăng,
tăng, độ dẻo giả
giảm
- Khuôn bằng hợp kim cứng hoặ
hoặc kim cương để trá
tránh mài mòn nhanh
- Giả
Giảm ma sát giữ
giữa khuôn và vật bằng cách bôi trơn dầu hay graphic, chế
chế
tạo mặt khuôn có độ bóng cao
- Năng suấ
suất rất cao,
cao, ví dụ ống đồng đườ
đường kính 150mm dài 500mm sau 1
phú
phút ép xuố
xuống ống có đườ
đường kính 25mm → dài 18.000 mm
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.42
IV. Rèn khuôn/Dậ
khuôn/Dập thể
thể tích (closedclosed-die forging)
forging)
- Dùng lực ép kim loạ
loại đã nung nóng (800 ~ 10000C) điề
điền đầy vào khuôn
kín tạo hình dáng phứ
phức tạp, dạng khố
khối
- Độ chí
chính xác và chấ
chất lượ
lượng bề mặt cao hơn đúc, rèn tự do, giả
giảm hao hụt
kim loạ
loại và giả
giảm gia công bề mặt chi tiế
tiết (nếu cần thiế
thiết) sau khi rèn
- Khuôn phứ
phức tạp và mắc tiề
tiền nên chỉ
chỉ thí
thích hợp cho sản xuấ
xuất hàng loạ
loạt
- Máy: dùng máy dập trụ
trục khủ
khủy hay máy dập thủ
thủy lực
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
5
General Mechanical Engineering
4.43
V. Dập tấm
- Dùng chày ép các tấm kim loạ
loại mỏng qua khuôn tạo ra chi tiế
tiết với hình
dáng mong muố
muốn
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.44
Dập cốc
1
2
3
Dập ống từ phôi thé
thép tấm
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
6
General Mechanical Engineering
4.45
VI. Đột lỗ (punch)
punch)
Khuôn đột + dập
HCM City Univ. of Technology, Mechanical Engineering Department
General Mechanical Engineering
Nguyen Tan Tien - Phan Hoang Long
4.46
VII.. Vuố
Vuốt (spinning)
spinning)
HCM City Univ. of Technology, Mechanical Engineering Department
Nguyen Tan Tien - Phan Hoang Long
7
- Xem thêm -