http://downluanvan.com
MỤC LỤC
MỞ ĐẦU..................................................................................................................1
CHƯƠNG 1: CƠ SỞ LÝ LUẬN VỀ ĐỊNH MỨC VÀ ĐỊNH MỨC KỸ THUẬT
LAO ĐỘNG........................................................................................................................4
1.1. Mức lao động............................................................................................................4
1.1.1. Khái niệm lao động..........................................................................................4
1.1.2. Khái niệm mức lao động.................................................................................4
1.1.3. Các dạng mức lao động...................................................................................4
1.2. Định mức lao động..................................................................................................5
1.2.1. Khái niệm định mức lao động........................................................................5
1.2.2. Nhiệm vụ và nội dung của định mức lao động............................................6
1.2.3. Yêu cầu của mức và của định mức................................................................7
1.2.3.1. Yêu cầu của mức................................................................................7
1.2.3.2. Yêu cầu của định mức........................................................................8
1.2.4. Cở sở để định mức lao động...........................................................................9
1.2.4.1. Phân chia quá trình sản xuất thành các bộ phận hợp thành..................9
1.2.4.2. Phân loại hao phí thời gian làm việc.....................................................11
1.2.4.3. Các phương pháp khảo sát thời gian làm việc.....................................13
1.2.5. Tiêu chuẩn để định mức kỹ thuật lao động................................................14
1.3. Các phương pháp định mức kỹ thuật lao động..................................................15
1.3.1. Nhóm phương pháp tổng hợp.......................................................................15
1.3.2. Nhóm phương pháp phân tích......................................................................17
1.3.2.1. Phương pháp phân tích tính toán (phương pháp tính mức kỹ thuật
thời gian theo tiêu chuẩn).....................................................................................17
1.3.2.2. Phương pháp phân tích khảo sát (phương pháp điều tra phân tích)
……… 18
1.3.2.3. Phương pháp so sánh điển hình.............................................................19
1.4. Vai trò của định mức kỹ thuật lao động..............................................................20
1
http://downluanvan.com
1.4.1. Đối với công tác trả công..............................................................................20
1.4.2. Với tăng năng suất lao động và hạ giá thành sản phẩm............................20
1.4.3. Định mức lao động với kế hoạch.................................................................21
1.4.4. Định mức lao động là cơ sở của tổ chức lao động khoa học....................21
1.5. Sự cần thiết của công tác định mức lao động ở Nhà máy sản xuất ô tô
3-2 ….............................................................................................................................23
CHƯƠNG 2: PHÂN TÍCH, ĐÁNH GIÁ THỰC TRẠNG CÔNG TÁC
ĐỊNH MỨC LAO ĐỘNG TẠI NHÀ MÁY SẢN XUẤT Ô TÔ 3-2 THỜI
GIAN QUA........................................................................................................................24
2.1. Khái quát về Nhà máy sản xuất ô tô 3-2.............................................................24
2.1.1. Giới thiệu chung.............................................................................................24
2.1.2. Quá trình hình thành và phát triển...............................................................24
2.1.3. Chức năng, nhiệm vụ sản xuất kinh doanh.................................................28
2.1.4. Cơ cấu tổ chức................................................................................................29
2.1.5. Kết quả hoạt động sản xuất kinh doanh trong những năm gần đây.........30
2.2. Những đặc điểm sản xuất kinh doanh của đơn vị ảnh hưởng đến hoạt động
định mức.........................................................................................................................33
2.2.1. Mặt bằng cơ sở vật chất, máy móc thiết bị, nguyên nhiên vật liệu.........33
2.2.1.1. Mặt bằng cơ sở vật chất..........................................................................33
2.2.1.2. Máy móc thiết bị......................................................................................34
2.2.1.3. Nguyên nhiên vật liệu.............................................................................36
2.2.2. Lao động.........................................................................................................37
2.2.3. Sản phẩm.........................................................................................................39
2.2.4. Quy trình công nghệ......................................................................................39
2.2.5. Công tác tổ chức lao động............................................................................41
2.2.6. Những thuận lợi khó khăn đối với công tác định mức..............................41
2.3. Phân tích, đánh giá thực trạng công tác định mức lao động tại đơn vị...........42
2.3.1. Bộ máy làm công tác định mức...................................................................42
2.3.2. Phương pháp và quy trình xây dựng mức...................................................44
2
http://downluanvan.com
2.3.3. Công tác áp dụng và tình hình thực hiện mức............................................48
2.3.3.1. Công tác áp dụng.................................................................................48
2.3.3.2. Tình hình thực hiện mức.....................................................................57
2.3.4. Nhận xét, đánh giá.........................................................................................67
CHƯƠNG 3: MỘT SỐ GIẢI PHÁP NHẰM HOÀN THIỆN CÔNG TÁC
ĐỊNH MỨC KỸ THUẬT LAO ĐỘNG TẠI NHÀ MÁY SẢN XUẤT
Ô TÔ 3-2...........................................................................................................................69
3.1. Phương hướng sản xuất kinh doanh và dự kiến về định mức lao động của
Nhà máy..........................................................................................................................69
3.1.1. Phương hướng sản xuất kinh doanh............................................................69
3.1.1.1. Dự kiến một số chỉ tiêu cơ bản..........................................................69
3.1.1.2. Các dự án đầu tư đến năm 2012.........................................................70
3.1.1.3. Dự tính hiệu quả sản xuất kinh doanh năm 2008-2010..................70
3.1.1.4. Những giải pháp thực hiện.................................................................71
3.1.2. Dự kiến về định mức lao động.....................................................................72
3.2. Hoàn thiện bộ máy làm công tác định mức........................................................74
3.2.1. Đào tạo cán bộ xây dựng mức......................................................................74
3.2.2. Tăng cường sự phối kết hợp giữa các phòng ban, bộ phận trong việc
thực hiện công tác định mức....................................................................................76
3.3. Hoàn thiện phương pháp xây dựng mức.............................................................77
3.3.1. Hoàn thiện phương pháp phân tích khảo sát..............................................78
3.3.2. Xây dựng phương pháp so sánh điển hình.................................................79
3.3.2.1. Trình tự xây dựng................................................................................79
3.3.2.2. Ưu, nhược điểm của phương pháp....................................................81
3.3.2.3. Biện pháp khắc phục...........................................................................82
3.4. Hoàn thiện công tác quản lý mức........................................................................86
3.4.1. Đưa mức vào sản xuất...................................................................................86
3.4.2. Phân tích tình hình thực hiện mức...............................................................87
3.4.3. Xem lại và điều chỉnh mức...........................................................................88
3
http://downluanvan.com
3.5. Hoàn thiện tổ chức lao động, tổ chức sản xuất..................................................89
3.5.1. Nâng cao chất lượng đào tạo cho công nhân..............................................89
3.5.2. Hoàn thiện phân công, hợp tác lao động.....................................................90
3.5.3. Hoàn thiện công tác phục vụ nơi làm việc.................................................91
KẾT LUẬN.......................................................................................................................92
DANH MỤC TÀI LIỆU THAM KHẢO
PHỤ LỤC
4
http://downluanvan.com
DANH MỤC CÁC SƠ ĐỒ, BẢNG BIỂU
Sơ đồ 1.1: Sự phân chia quá trình sản xuất thành các bộ phận hợp thành................11
Sơ đồ 1.2: Phân loại thời gian làm việc theo quá trình sản xuất..............................13
Sơ đồ 2.1: Cơ cấu tổ chức Nhà máy sản xuất ô tô 3-2.............................................29
Sơ đồ 2.2: Quy trình công nghệ sản xuất sản phẩm ô tô..........................................40
Bảng 2.1: Kết quả hoạt động kinh doanh sản xuất kinh doanh giai đoạn
2003-2007...............................................................................................................31
Bảng 2.2: Danh sách máy móc thiết bị chính tại Phân xưởng cơ khí 1....................34
Bảng 2.3: Danh sách máy móc thiết bị tại Phân xưởng Cơ khí 2.............................35
Bảng 2.4: Danh sách dây chuyền công nghệ tại phân xưởng ô tô 1, 2.....................36
Bảng 2.5: Thống kê lao động năm 2007..................................................................37
Bảng 2.6: Thống kê bậc công nhân kỹ thuật của Nhà máy năm 2007.....................38
Bảng 2.7: Bảng tổng hợp hao phí cần thiết để sản xuất Thanh cong đầu xe số 1.....47
Bảng 2.8 : Định mức giờ công các chi tiết và công đoạn trên xe Transinco Ba Hai
AH B50...................................................................................................................49
Bảng 2.9: Bảng tổng hợp tiền lương-thu nhập của công nhân.................................58
Bảng 2.10 : Bảng tổng hợp thời gian hao phí..........................................................59
Bảng 2.11: Bảng tổng hợp thời gian hao phí...........................................................60
Bảng 2.12: Bảng tổng hợp thời gian hao phí...........................................................61
Bảng 2.13: Bảng tổng hợp hao phí thời gian của nhân Vũ Minh kế trong 3 ngày
quan sát.................................................................................................................... 62
Bảng 2.14: Bảng tổng hợp thời gian hao phí...........................................................63
Bảng 2.15: Bảng tổng hợp thời gian hao phí...........................................................64
Bảng 2.16: Bảng tổng hợp thời gian hao phí...........................................................65
Bảng 2.17: Bảng tổng hợp hao phí thời gian của Công nhân Phan Trọng Toàn trong
3 ngày quan sát........................................................................................................66
Bảng 3.1: Bảng dự kiến sản lượng, doanh thu của Nhà máy trong giai đoạn 20082010......................................................................................................................... 69
Bảng 3.2: Bảng các chỉ tiêu hiệu quả kinh tế dự kiến giai đoạn 2008-2010............70
Bảng 3.3: Danh sách và quy trình công nghệ sản xuất các chi tiết rời trên xe
AH B50...................................................................................................................84
Bảng 3.4: Bảng quy cách các chi tiết rời trên xe AH B50.......................................85
Bảng 3.5:Bảng hệ số đổi Ki..............................................................................................86
5
-6-
MỞ ĐẦU
1. Lý do chọn đề tài
Trong điều kiện nền kinh tế thị trường và gần đây là việc gia nhập tổ chức
thương mại quốc tế WTO của nước ta, sự cạnh tranh giữa các doanh nghiệp nói
chung và các doanh nghiệp sản xuất nói riêng ngày càng trở nên gay gắt. Việc tìm
ra các biện pháp nhằm nâng cao năng suất lao động, tăng cường hiệu quả sản xuất
cũng như đảm bảo phát triển người công nhân một các toàn diện chính là yếu tố
quyết định giúp doanh nghiệp phát triển ổn định và tăng cường khả năng cạnh tranh
của mình. Tổ chức lao động khoa học là môn khoa học nghiên cứu các biện pháp
kết hợp tối ưu các yếu tố cơ bản của quá trình sản xuất sẽ giúp cho doanh nghiệp đạt
được điều đó. Định mức lao động chính là cơ sở của tổ chức lao động khoa học. Sản
xuất càng phát triển, vai trò của định mức kỹ thuật lao động ngày càng được khẳng
định và nâng cao.
Hệ thống định mức kỹ thuật lao động hiện nay đang được các giám đốc, các
chủ doanh nghiệp chú trọng vận dụng như một công cụ sắc bén trong quản lý kinh
tế xí nghiệp. Cũng như nhiều doanh nghiệp khác, Nhà máy sản xuất ô tô 3-2 đã ý
thức được tầm quan trọng của công tác định mức lao động. Tuy nhiên, qua thời gian
thực tập tại Nhà máy, em nhận thấy thực trạng công tác định mức lao động tại đây
vẫn còn một số hạn chế cần sớm khắc phục. Do đó, em đã lựa chọn đề tài “Hoàn
thiện công tác định mức kỹ thuật lao động tại Nhà máy sản xuất ô tô 3-2” cho
luận văn tốt nghiệp của mình.
2. Tình hình nghiên cứu
Với tầm quan trọng của mình, công tác định mức lao động đã được nhiều cơ
quan, tổ chức quan tâm nghiên cứu. Về mặt lý luận, có rất nhiều cuốn sách đã đề
cập đến vấn đề này, như cuốn “Tổ chức lao động khoa học” (năm 1994) của trường
Đại học kinh tế quốc dân hay cuốn “Định mức lao động (tập bài giảng)” (năm 2000)
của trường Đại học Lao động- Xã hội. Trong thực tế, Nhà máy sản xuất ô tô 3-2
cũng đã ý thức được tầm quan trọng và rất quan tâm tới công tác này. Tuy nhiên, do
nhận thức chưa hoàn toàn đầy đủ cũng như một số lý do khác nên tới nay vẫn chưa
6
-7-
có đề tài nào nghiên cứu về vấn đề này. Với tư cách là đề tài đầu tiên viết về định
mức lao động tại Nhà máy sản xuất ô tô 3-2, luận văn này có ý nghĩa khá lớn đối
với những người làm công tác này tại Nhà máy.
3. Mục đích và nhiệm vụ nghiên cứu
Mục đích của đề tài là nhằm phân tích thực trạng công tác định mức lao động
tại Nhà máy sản xuất ô tô 3-2 và trên cơ sở đó, đưa ra những giải pháp để hoàn
thiện công tác này. Để thực hiện được mục đích đó, đề tài cần giải quyết những
nhiệm vụ sau:
- Lý luận khái quát về mức lao động và định mức lao động.
- Nghiên cứu, phân tích thực trạng công tác định mức lao động tại nhà máy,
đánh giá ưu nhược điểm, tìm ra các nguyên nhân gây hạn chế.
- Đề xuất một số giải pháp để hoàn thiện công tác định mức kỹ thuật lao động
tại Nhà máy.
4. Đối tượng và phạm vi nghiên cứu
Đối tượng đề tài là thực trạng công tác định mức kỹ thuật lao động tại Nhà
máy sản xuất ô tô 3-2. Phạm vi nghiên cứu của đề tài là từ những năm 2000 trở lại
đây.
5. Luận điểm
Đề tài được nghiên cứu dựa trên ba luận điểm:
- Công tác định mức lao động tại Nhà máy có ưu điểm và những kết quả mà
nó đem lại là gì?
- Công tác định mức lao động tại Nhà máy còn những hạn chế gì, tác động của
chúng và nguyên nhân?
- Để hoàn thiện công tác định mức kỹ thuật lao động, Nhà máy cần thực hiện
những biện pháp gì?
6. Phương pháp nghiên cứu
Đề tài được nghiên cứu dựa trên một số phương pháp như: phương pháp phân
tích, tổng hợp số liệu, phương pháp chụp ảnh thời gian làm việc, phương pháp đánh
giá.
7
-8-
7. Kết cấu của luận văn
Ngoài phần mở đầu và kết luận, luận văn bao gồm ba chương:
Chương 1: Cơ sở lý luận về định mức và định mức kỹ thuật lao động
Chương 2: Phân tích, đánh giá thực trạng công tác định mức lao động tại nhà
máy sản xuất ô tô 3-2 thời gian qua
Chương 3: Một số giải pháp nhằm hoàn thiện công tác định mức lao động tại
Nhà máy sản xuất ô tô 3-2
Em xin chân thành cám ơn thầy giáo- PGS.TS. Nguyễn Ngọc Quân đã tận
tình hướng dẫn em hoàn thành luận văn, chân thành cám ơn ban lãnh đạo Nhà máy
sản xuất ô tô 3-2 đã tạo mọi điều kiện tốt nhất giúp đỡ em trong quá trình thực tập!
8
-9-
CHƯƠNG 1: CƠ SỞ LÝ LUẬN VỀ ĐỊNH MỨC VÀ ĐỊNH MỨC KỸ THUẬT
LAO ĐỘNG
1.1.
1.1.1.
Mức lao động
Khái niệm lao động
Lao động là hoạt động có mục đích của con người, nhằm thỏa mãn những
nhu cầu về đời sống của mình, là điều kiện tất yếu để tồn tại, phát triển của xã hội
loài người.
1.1.2.
Khái niệm mức lao động
Mức lao động là lượng lao động hao phí được quy định để tiến hành sản xuất
một đơn vị sản phẩm hoặc một khối lượng công việc đúng tiêu chuẩn chất lượng
trong những điều kiện tổ chức kỹ thuật nhất định.
“Lượng lao động hao phí” ở đây có thể là hao phí về người, về thời gian hay
về lượng nhiên, nguyên vật liệu cần thiết để sản xuất ra một đơn vị sản phẩm hay
một khối lượng công việc đúng tiêu chuẩn chất lượng song trong phạm vi tổ chức,
khi nói đến quá trình lao động, ta chỉ nói đến hao phí lao động sống (hao phí lao
động của con người).
Tuy nhiên, các tiêu chuẩn chất lượng này không phải được áp dụng trong
mọi điều kiện mà phải trong “những điều kiện tổ chức kỹ thuật nhất định”, cụ thể,
vì với những điều kiện khác nhau sẽ đòi hỏi các tiêu chuẩn chất lượng khác nhau.
1.1.3.
Các dạng mức lao động
Trong thực tế sản xuất, có các dạng mức sau được áp dụng:
* Mức thời gian (Mtg): Là lượng thời gian lao động hao phí được quy định
cho một hay một nhóm người lao động có trình độ nghiệp vụ thích hợp để hoàn
thành một đơn vị sản phẩm hay một khối lượng công việc đúng tiêu chuẩn chất
lượng trong những điều kiện tổ chức kỹ thuật nhất định. Mức thời gian được tính
theo công thức:
Mtg= Thời gian hao phí/ Số lượng thành phẩm sản xuất trong thời gian
đó
9
- 10 -
* Mức sản lượng (Msl): Là số lượng đơn vị sản phẩm hay khối lượng công
việc được quy định cho một hay một nhóm người lao động có trình độ chuyên môn
nghiệp vụ nhất định phải hoàn thành trong một thời gian tiêu chuẩn trong những
điều kiện tổ chức kỹ thuật nhất định.
Msl= T/ Mtg
Trong đó, T là đơn vị thời gian tính cho Msl (ngày, ca, …)
* Mức phục vụ (Mpv): Là số lượng máy móc thiết bị, số đầu con gia súc, số
nguyên vật liệu quy định cho một hay một nhóm người lao động có trình độ nghiệp
vụ thích hợp phải phục vụ trong những điều kiện tổ chức kỹ thuật nhất định, công
việc phải ổn định, lặp lại có chu kỳ.
* Mức biên chế (Mbc): là số lượng người lao động có trình độ nghiệp vụ
thích hợp được quy định chặt chẽ để thực hiện một khối lượng công việc cụ thể
trong một bộ máy quản lý nhất định.
Ngoài 4 dạng mức lao động trên, còn có mức lao động tổng hợp: Là lượng
lao động sống của những người tham gia để sản xuất ra một đơn vị sản phẩm cụ thể
(bao gồm lao động công nghệ, lao động phụ trợ, lao động quản lý) theo tiêu chuẩn
chất lượng quy định trong những điều kiện cụ thể của kỳ kế hoạch.
1.2.
1.2.1.
Định mức lao động
Khái niệm định mức lao động
Theo nghĩa hẹp, định mức lao động là việc xác định mức cho tất cả các loại
công việc- biểu hiện chính là các chỉ tiêu. Các chỉ tiêu đó có thể là thống kê kinh
nghiệm hoặc có căn cứ kỹ thuật (có căn cứ khoa học) (hay còn gọi là định mức kỹ
thuật lao động).
Định mức thống kê kinh nghiệm là các định mức thiếu căn cứ khoa học,
không dựa trên việc phân tích khoa học những điều kiện tổ chức kỹ thuật của doanh
nghiệp để áp dụng phương pháp khoa học về định mức.
Định mức kỹ thuật lao động là dựa trên cơ sở nghiên cứu một cách khoa học
quá trình sản xuất của doanh nghiệp để xác định những điều kiện hoàn thành sản
phẩm trên cơ sở các điều kiện tổ chức kỹ thuật của doanh nghiệp như thiết bị, dụng
10
- 11 -
cụ sản xuất, nguyên vật liệu, trình độ kỹ thuật, sức khỏe của công nhân, tổ chức nơi
làm việc…, từ đó xây dựng nên các mức lao động.
Theo nghĩa rộng, định mức khoa học công tác, công việc, là lĩnh vực hoạt
động thực tiễn về xây dựng và áp dụng các mức lao động đối với tất cả các quá trình
lao động. Nói cách khác, đấy là quá trình dự tính tổ chức thực hiện những biện pháp
về tổ chức lao động kỹ thuật để thực hiện công việc có năng suất lao động cao trên
cơ sở có xác định mức tiêu hao để thực hiện công việc. Quá trình này yêu cầu phải
làm các công việc:
- Nghiên cứu cụ thể những điều kiện tổ chức kỹ thuật ở nơi sản xuất.
- Đề ra, đưa vào sản xuất những biện pháp về tổ chức kỹ thuật.
- Xây dựng mức.
- Quản lý và điều chỉnh mức.
1.2.2.
Nhiệm vụ và nội dung của định mức lao động
Nhiệm vụ cơ bản của công tác định mức lao động trong doanh nghiệp là
nghiên cứu, phát hiện và sử dụng có hiệu quả nhất nguồn nhân lực của doanh
nghiệp để không ngừng nâng cao năng suất lao động và hiệu quả kinh tế trong sản
xuất- kinh doanh.
Từ nhiệm vụ cơ bản đó, công tác định mức lao động có các nhiệm vụ cụ thể
như sau:
- Nghiên cứu thường xuyên tình hình sử dụng thời gian lao động của mọi
người lao động trong doanh nghiệp, phân tích khả năng sản xuất của tất cả các đơn
vị, tham khảo kinh nghiệm sản xuất tiên tiến của các doanh nghiệp khác trên cơ sở
đó mà xây dựng và sửa đổi các loại mức lao động trong doanh nghiệp.
- Đưa các mức lao động có căn cứ khoa học vào sản xuất đồng thời thực hiện
các biện pháp tổ chức- kỹ thuật- kinh tế đi đôi với giáo dục và nâng cao trình độ
nhận thức của mọi người lao động trong doanh nghiệp về mức lao động, tạo mọi
điều kiện cần thiết để họ tham gia vào quá trình xây dựng, thực hiện và hoàn thành
vượt mức lao động.
11
- 12 -
- Thường xuyên theo dõi, kiểm tra, thống kê, phân tích và quản lý tình hình
thực hiện mức lao động kết hợp với việc động viên khen thưởng vật chất đối với
những người đạt và vượt mức lao động, bảo đảm cho công tác định mức lao động
thật sự là một công cụ quan trọng của quản lý doanh nghiệp.
Định mức kỹ thuật lao động bao gồm các nội dung sau:
- Phân chia quá trình sản xuất ra thành các bộ phận hợp thành. Xác định kết
cấu, trình tự hợp lý để thực hiện các bộ phận của bước công việc. Phát hiện những
bất hợp lý trong quá trình thực hiện, hoàn thiện chúng trên cở sở phân công và hiệp
tác lao động một cách hợp lý.
- Nghiên cứu khả năng ở nơi làm việc, cải thiện điều kiện lao động, hợp lý
hóa phương pháp và thao tác lao động, xây dựng chế độ làm việc nghỉ ngơi hợp lý.
Các khả năng ở nơi làm việc bao gồm:
+ Tổ chức phục vụ nơi làm việc: Thiết kế, quy hoạch nơi làm việc; Trang bị
nơi làm việc; Bố trí nơi làm việc; Phục vụ nơi làm việc.
+ Tình hình máy móc thiết bị: Công suất máy móc thiết bị; Chủng loại máy
móc thiết bị; Chất lượng máy móc thiết bị;
+ Tình hình về người lao động: Trình độ kỹ thuật, tay nghề (Cấp bậc công
nhân) ; Sức khỏe; Tình hình sử dụng thời gian lao động.
+ Nguyên nhiên vật liệu: Số lượng; Chất lượng; Kích thước; Chủng loại.
- Tiến hành khảo sát, xác định các loại thời gian làm việc và nguyên nhân
gây nên những lãng phí để xây dựng mức, tiêu chuẩn lao động.
- Đưa các mức, tiêu chuẩn đã được xây dựng vào sản xuất, thường xuyên
theo dõi tình hình thực hiện mức, điều chỉnh những mức sai, mức lạc hậu, có cơ chế
thích hợp khuyến khích hoàn thiện định mức kỹ thuật lao động trong doanh nghiệp.
1.2.3.
Yêu cầu của mức và của định mức
1.2.3.1.
Yêu cầu của mức1
Mức lao động có căn cứ khoa học phải đảm bảo những yêu cầu sau đây:
1
: Giáo trình Quản lý Nhân lực trong Doanh nghiệp, Khoa Kinh tế và quản lý, Đại học Bách Khoa Hà Nội
12
- 13 -
- Tính tiên tiến: Bảo đảm có cơ sở khoa học, trong các điều kiện tổ chức và
kỹ thuật tiên tiến, có tính đến các phương pháp công nghệ tiên tiến.
- Tính hiện thực: Mức lao động đảm bảo tính trung bình tiên tiến, tức là mức
trung bình của những người công nhân tiên tiến để mọi người lao động đều có thể
hoàn thành được mức.
- Tính quần chúng: Đảm bảo rằng, người lao động phải được tham gia tích
cực vào quá trình xây dựng và chính họ là những người thực hiện các mức đó. Có
như vậy mới có thể động viên được tính chủ động, tích cực và sáng tạo của mọi
người trong doanh nghiệp vào công tác định mức lao động.
1.2.3.2.
Yêu cầu của định mức2
Định mức phải đảm bảo các yêu cầu sau:
- Mức lao động cho đơn vị sản xuất phải tính từ các mức nguyên công
(chính, phụ trợ,quản lý) nên mức nguyên công phải là những mức hợp lý.
- Phải theo đúng quy trình công nghệ sản xuất sản phẩm. Chỉ tính những hao
phí lao động thuộc quỹ sản xuất sản phẩm của bản thân doanh nghiệp không tính
những hao phí lao động do thuê hoặc mua của bên ngoài doanh nghiệp (nhưng trong
giá thành sản phẩm sẽ được tính đến).
- Ở từng nguyên công phải xác định theo đúng mức độ phức tạp của công
việc phù hợp với tiêu chuẩn cấp bậc kỹ thuật, không tính theo bậc công nhân thực tế
đang làm việc đó (đối với trường hợp công nhân bậc cao làm việc bậc thấp sẽ được
bù bậc tính theo tổng quỹ lương).
- Trong khi tính mức và tính quỹ thời gian định mức, không tính theo số
người thực hiện có bao gồm cả người dôi ra chưa bố trí được việc khác.
- Hiện nay, tình hình sản xuất chưa ổn định, năng lượng, vật tư thiếu hoặc
cung cấp không đúng hạn… cho nên trong quá trình tính mức cho đơn vị sản phẩm,
cần có một loại hệ số bổ sung bên cạnh mức để doanh nghiệp có quỹ thời gian nhằm
bù vào những mất mát không do lỗi doanh nghiệp gây ra, coi đó là phẩn ổn định của
mức. Bởi vì hệ số bổ sung này chỉ có tính chất tạm thời, còn phần mức vẫn là ổn
“Các phương pháp xây dựng định mức kinh tế - kỹ thuật trong xí nghiệp”, tr. 46Tạp chí Kinh tế và Dự báo
2
:
13
- 14 -
định theo công nghệ trong điều kiện bình thường. Hệ số này chỉ được thừa nhận với
điều kiện có thật trong thực tế, có yêu cầu phải hao phí thêm thời gian để bù vào
mất mát. Trị số của hệ số được xác định căn cứ vào số liệu thống kê những mất mát
thường xảy ra trong một số năm gần nhất, đồng thời còn phải căn cứ vào dự báo
những điều kiện tổ chức và kỹ thuật mới trong thời kỳ kế hoạch. Khi xác định hệ số
này, còn phải cân nhắc, phân tích tình hình hoàn thành mức của công nhân trong
thời kỳ báo cáo, tình hình sử dụng thời gian lao động và tính chủ động của doanh
nghiệp trong việc tổ chức lại sản xuất và tổ chức lại lao động đề tận dụng những
thời gian ngừng việc, thời gian thiết bị, máy móc ngừng hoạt động trong sản xuất
chính. Cần lưu ý rằng mất mát ở khâu nào thì chỉ tính cho khâu đó. Có thể dùng tỷ
lệ đã tìm được để phân bổ bình quân chung cho cả sản phẩm theo tỷ trọng hao phí
thời gian của từng khâu so với tổng hao phí thời gian chung của sản phẩm.
- Trong quá trình sản xuất sản phẩm, có những trường hợp không tránh khỏi
sản xuất ra hàng hỏng do tính chất của công nghệ thì trong mức nguyên công được
tính bổ sung hệ số hàng hỏng cho phép; mức cao nhất của hệ số này chỉ được tính
bằng tỷ lệ hàng hỏng cho phép.
1.2.4.
Cở sở để định mức lao động
1.2.4.1.
Phân chia quá trình sản xuất thành các bộ phận hợp thành
Quá trình sản xuất là quá trình khai thác, chế biến một sản phẩm nào đó cần
thiết cho xã hội. Trong quá trình này, đối tượng lao động có sự thay đổi về mặt hình
dáng, kích thước, tính chất lý- hóa học, tính chất cơ học hoặc về vị trí không gian để
trở thành sản phẩm phụ vụ cho đời sống. Nội dung chủ yếu của quá trình sản xuất là
quá trình lao động.
Quá trình sản xuất lại được phân chia thành các quá trình sản xuất bộ phận.
Quá trình sản xuất bộ phận được hiểu là bộ phận đồng nhất và kết thực về phương
diện công nghệ của quá trình sản xuất.
Quá trình sản xuất bộ phận lại được phân chia thành các bước công việc.
Bước công việc (nguyên công) là phần chính của quá trình sản xuất, bao gồm các
công việc kế tiếp nhau được thực hiện bởi một (hay một nhóm) công nhân trên một
14
- 15 -
đối tượng lao động nhất định tại một nơi làm việc nhất định. Ví dụ: Công việc tiện
chốt kẹp lò xo ghế ngả của sản phẩm ô tô B50 của Nhà máy sản xuất ô tô 3-2 lại
bao gồm các bước công việc như: Đưa chi tiết vào chống tâm, Kiểm tra kích thước
phôi, Tiện…
Các bước công việc lại được phân chia nhỏ hơn về mặt công nghệ và về mặt
lao động.
* Về mặt công nghệ, bước công việc được phân chia thành các giai đoạn
chuyển tiếp và các bước chuyển tiếp.
Giai đoạn chuyển tiếp là bộ phận đồng nhất về công nghệ của bước công
việc, nó được biểu thị bằng sự cố định của bề mặt gia công, dụng cụ và chế độ gia
công. Một bước công việc có thể bao gồm một hay nhiều giai đoạn chuyển tiếp.
Ví dụ: Trong bước công việc tiện chốt kẹp lò xo ghế ngả, lại có thể chia
thành 2 giai đoạn chuyển tiếp là tiện phần đầu chốt và tiện phần thân chốt.
Bước công việc là phần việc như nhau được lặp đi lặp lại trong giai đoạn
chuyển tiếp.
Ví dụ: Trong giai đoạn chuyển tiếp tiện thân chốt kẹp lò xo ghế ngả, có 2
bước chuyển tiếp là tiện rãnh 1 và tiện rãnh 2.
* Về mặt lao động, bước công việc được phân chia thành các thao tác, động
tác và các cử động.
Thao tác là tổ hợp các hoạt động của công nhân nhằm thực hiện một mục
đích nhất định về công nghệ. Thao tác là bộ phận của bước công việc được đặc
trưng bởi tính mục đích.
Ví dụ: Bước công việc tiện chốt kẹp lò xo ghế ngả bao gồm các thao tác: đưa
chi tiết vào bộ phận chống tâm, xiết chặt hai đầu thiết bị chống tâm, kiểm tra kích
thước chi tiết, mở máy, đưa dao tiện lại gần chi tiết, tiện, đưa dao ra, hãm máy,
kiếm tra kích thước chi tiết, tháo chi tiết ra khỏi thiết bị chống tâm, đặt chi tiết lên
bàn.
Động tác là một bộ phận của thao tác, biểu thị bằng những cử động của chan
tay và thân thể của công nhan nhằm lấy đi hay di chuyển một vật nào đó.
15
- 16 -
Ví dụ: Thao tác mở máy tiện bao gồm các thao tác cắm phích điện, bật công
tắc.
Cử động là bộ phận của động tác, biểu thị bằng sự thay đổi một lần vị trí các
bộ phận cơ thể của công nhân.
Ví dụ: Động tác cắm phích điện bao gồm các cử động: đưa tay ra, cầm lấy
phích cắm, đưa phích cắm đến vị trí ổ điện, cắm phích cắm vào ổ điện, đưa tay về.
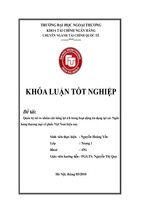
Sự phân chia quá trình sản xuất thành các bộ phận hợp thành được minh họa
qua sơ đồ 1.1 như sau:
Quá trình sản xuất
Quá trình bộ phận
Mặt công nghệ
Mặt lao động
Thao tác
Giai đoạn chuyển tiếp
Động tác
Bước chuyển tiếp
Cử động
Sơ đồ 1.1: Sự phân chia quá trình sản xuất thành các bộ phận hợp thành
1.2.4.2.
Phân loại hao phí thời gian làm việc
Một trong những cơ sở để định mức lao động là việc nghiên cứu một cách có
hệ thống việc sử dụng thời gian lao động trong quá trình sản xuất.
Thời gian làm việc là độ dài làm việc được quy định trong đó người lao động
phải bảo đảm để thực hiện công việc được giao. Thời gian làm công việc là một
phần của thời gian làm việc, trong đó một công việc xác định được thực hiện.
Thông thường, thời gian làm việc được phân loại theo quá trình sản xuất, theo công
16
- 17 -
nhân hoặc theo thiết bị. Các cách phân loại này đều hình thành hai loại thời gian:
thời gian làm công việc và thời gian ngừng việc.
Thời gian làm công việc được chia thành thời gian làm công việc theo quy
định của nhiệm vụ sản xuất và thời gian làm công việc ngoài quy định của nhiệm vụ
sản xuất.
* Thời gian làm công việc theo quy định của nhiệm vụ sản xuất bao gồm 4
loại là thời gian chuẩn kết, thời gian tác nghiệp, thời gian phục vụ và thời gian nghỉ
ngơi.
Thời gian chuẩn kết (CK): Đây là thời gian người công nhân dùng vào việc
chuẩn bị phương tiện sản xuất để thực hiện công việc được giao và tiến hành mọi
hoạt động có liên quan đến việc hoàn thành công việc đó.
Thời gian tác nghiệp (TN) là thời gian chủ yếu hoàn thành bước công việc.
Nó được lặp đi lặp lại qua từng đơn vị sản phẩm.
Thời gian phục vụ nơi làm việc (PV) là thời gian hao phí để trông coi và bảo
đảm cho nơi làm việc hoạt động liên tục trong suốt ca làm việc.
Thời gian nghỉ ngơi và nhu cầu cần thiết (NC) bao gồm thời gian nghỉ ngơi
và nghỉ vì các nhu cầu cá nhân. Đây là thời gian cần thiết để duy trì khả năng làm
việc bình thường của người lao động trong suốt ca làm việc.
* Thời gian làm công việc ngoài quy định của nhiệm vụ sản xuất ( thời gian
lãng phí) bao gồm tất cả thời gian làm những việc không nằm trong nhiệm vụ sản
xuất, thời gian hao phí do thiếu sót về tổ chức, kỹ thuật và do công nhân kém ý thức
tổ chức, kỷ luật gây ra. Có 3 loại thời gian lãng phí:
Thời gian lãng phí không sản xuất (LPKSX) là thời gian làm những công
việc không nằm trong nhiệm vụ sản xuất. Ví dụ như theo quy định, công nhân phụ
phải mang vật liệu đến cho công nhân chính, nhưng do không cung cấp đủ, công
nhân chính phải tự lấy.
Thời gian lãng phí công nhân (LPCN) là thời gian lãng phí do công nhân gây
ra như đi muộn, về sớm, làm việc riêng…
17
- 18 -
Thời gian lãng phí tổ chức (LPTC) là những thời gian lãng phí do thiếu sót
của tổ chức như thời gian chờ do mất điện, máy móc không đầy đủ…
Thời gian lãng phí kỹ thuật (LPKT) là những thời gian lãng phí do yếu kém
về kỹ thuật.
Các bộ phận thời gian của quá trình sản xuất có thể dược minh họa qua sơ đồ
1.2 như sau:
TGLV
của quá trình sản xuất
Thời gian làm công việc
theo quy định của nhiệm vụ sản xuất
CK
TN
PV
Thời gian lãng phí
LPKSX
NC
LPTC
LPCN
LPKT
Sơ đồ 1.2: Phân loại thời gian làm việc theo quá trình sản xuất
1.2.4.3.
Các phương pháp khảo sát thời gian làm việc
a. Chụp ảnh thời gian làm việc
Chụp ảnh thời gian làm việc là phương pháp nghiên cứu tất cả các loại hoa
phí tời gian làm việc của công nhân trong một thời gian nhất định. Nếu nghiên cứu
thời gian làm việc của công nhân trong ca một ca làm việc thì gọi là chụp ảnh ca
làm việc hay ngày làm việc, còn nghiên cứu thời gian cần thiết để công nhân hoàn
thành một công việc gọi là chụp ảnh quá trình làm việc.
Mục đích của chụp ảnh thời gian làm việc là:
- Nghiên cứu tình hình sử dụng thời gian làm việc, phát hiện các nguyên
nhân lãng phí thời gian và đề ra biện pháp khắc phục.
- Nghiên cứu các kinh nghiệm tiên tiến để phổ biến trong công nhân.
18
- 19 -
- Thu thập các số liệu để phục vụ cho việc xây dựng mức lao động.
Tùy vào mục đích nghiên cứu và điều kiện thực tế của tổ chức mà người
nghiên cứu có thể lựa chọn một trong các hình thức:
- Chụp ảnh cá nhân.
- Chụp ảnh tổ (nhóm) ngày làm việc.
- Tự chụp ảnh ngày làm việc.
b. Bấm giờ bước công việc
Bấm giờ là một phương pháp quan sát đặc biệt có sử dụng đồng hồ bấm giây
để nghiên cứu thời gian hao phí khi thực hiện các bước công việc hoặc các thao tác,
động tác lặp đi lặp lại nhiều lần, có chu kỳ tại nơi làm việc.
Bấm giờ được sử dụng nhằm mục đích:
- Xác định chính xác hao phí thời gian khi thực hiện các yếu tố thành phần
của công việc.
- Nghiên cứu loại bỏ các lãng phí không trông thấy, cải tiến phương pháp lao
động, nang cao hiệu suất làm việc.
- Cung cấp các tài liệu cơ sở để xây dựng mức kỹ thuật lao động hoặc tiêu
chuẩn để định mức kỹ thuật lao động.
Trong thực tế, có hai cách bấm giờ khác nhau là bấm giờ liên tục và bấm giờ
không liên tục.
1.2.5.
Tiêu chuẩn để định mức kỹ thuật lao động
Tiêu chuẩn để định mức kỹ thuật lao động là những đại lượng quy định về
chế độ làm việc tiên tiến của thiết bị hay những đại lượng hao phí thời gian quy
định của những bộ phận làm bằng tay của bước công việc trong những điều kiện tổ
chức kỹ thuật hợp lý để từ đó tính ra mức kỹ thuật thời gian lao động.
Tiêu chuẩn là tài liệu gốc có tính chất hướng dẫn để làm cơ sở cho việc tính
ra mức thời gian. Tùy theo các tiêu thức khác nhau mà tiêu chuẩn lại được phân
chia thành các loại khác nhau như sau:
- Theo nội dung sử dụng (đối tương):
+ Tiêu chuẩn về chế độ làm việc của thiết bị.
19
- 20 -
+ Tiêu chuẩn thời gian.
+ Tiêu chuẩn phục vụ.
+ Tiêu chuẩn số lượng người làm việc.
- Theo kết cấu:
+ Tiêu chuẩn bộ phận.
+ Tiêu chuẩn tổng hợp.
- Theo phạm vi và mục đích sử dụng:
+ Tiêu chuẩn của doanh nghiệp.
+ Tiêu chuẩn của ngành.
+ Tiêu chuẩn thống nhất của Nhà nước.
1.3.
1.3.1.
Các phương pháp định mức kỹ thuật lao động
Nhóm phương pháp tổng hợp
Nhóm này bao gồm các phương pháp xây dựng mức lao động không dựa trên
cơ sở nghiên cứu phân tích các bộ phận bước công việc và điều kiện tổ chức kỹ
thuật hoàn thành nó. Thời gian hao phí được quy định tổng hợp cho toàn bộ bước
công việc. Cụ thể gồm phương pháp thống kê, phương pháp kinh nghiệm, phương
pháp dân chủ bình nghị…
Phương pháp thống kê là phương pháp xây dựng mức lao động dựa vào tài
liệu thống kê về thời gian hao phí để hoàn thành bước công việc hay năng suất lao
động ở thời kỳ trước.
Phương pháp kinh nghiệm là phương pháp xây dựng mức lao động dựa vào
kinh nghiệm tích lũy được của cán bộ định mức, đốc công hoặc nhân viên kỹ thuật.
Phương pháp dân chủ bình nghị là phương pháp xây dựng mức lao động dựa
vào mức dự kiến của cán bộ định mức bằng thống kê kinh nghiệm và sự thảo luận,
bình nghị của công nhân mà quyết định.
Trong thực tế người ta thường kết hợp hai phương pháp thống kê và kinh
nghiệm gọi là phương pháp định mức lao động theo thống kê kinh nghiệm.
Trình tự xây dựng mức bằng phương pháp này như sau:
20
- Xem thêm -